















El poder del diseño en hoja metálica
Pequeños cambios reducen espectacularmente los costos de producción
El diseño inteligente en hoja metálica puede facilitar la manufactura corriente abajo. Este diseño da espacio para una contratuerca mecánica, eliminando la necesidad de soldadura.
Diseño en hoja metálica. Estas cuatro simples palabras pueden tener un tremendo impacto en las utilidades de una compañía. Idealmente, ideas innovadoras y creativas sobre el diseño en hoja metálica van al principio de la fase de diseño del producto, debido a que esas ideas influirán en todo el proyecto, desde el punto de manufactura hasta el uso final del producto.
Un buen diseñador debe conocer todas las tecnologías de taller disponibles, y no es ningún secreto que una de las que más mano de obra usa es la soldadura por arco. El diseñador de hoja metálica nunca debe tratar de eliminar la soldadura; después de todo, la soldadura por arco con frecuencia es la mejor opción de unión para el producto. La meta del diseñador debe ser mantener la intención del diseño mientras maximiza la eficiencia de la manufactura, y reducir o simplificar la soldadura con frecuencia puede ayudar.
Un buen diseño de hoja metálica debe reducir, simplificar y evitar errores en los procesos del taller para asegurar una mayor eficiencia, y en última instancia, espectaculares reducciones de costos. En otras palabras, la manufactura debe ser lo más fácil posible. Si, por decir, un nuevo diseño elimina la soldadura pero hace el proceso de doblado increíblemente complejo, el proceso está retrocediendo.
Algunas reglas fundamentales
Una regla de dedo: doble las partes largas y suelde las cortas. El software CAM para la prensa dobladora permite al diseñador visualizar todos los dobleces para descubrir qué partes pueden producirse sólo con soldadura. Dicho software además le permite probar todas las opciones de secuencias de doblado, y, en algunos casos, descubrir casos en los cuales puede eliminar la soldadura por completo. El diseñador debe tener una comprensión sólida de la teoría del doblez. Este conocimiento combinado con software, puede ser una verdadera fuerza en la reducción de costos.
Mientras más conocimiento tenga un diseñador, más preguntas hará. Por ejemplo, casi es imposible poner una pestaña de 0.75 pulgadas en material de 0.25 pulgadas de espesor; si se requiere la pestaña, probablemente será soldada. Pero, ¿la pestaña puede ser sólo de 0.75 pulgadas? ¿Cuál es la intención del diseño?
Considere circunstancias similares, sólo que ahora con material más delgado y pestañas más pequeñas. ¿Hay tiras soldadas de 0.25 pulgadas para reforzar el ensamble? De ser así, quizás bastaría una costilla o un doblez en S. En este caso, la costilla de refuerzo podría formarse con una herramienta de doblado en S sobre la prensa dobladora (si la prensa dobladora tiene un tonelaje suficientemente alto para el trabajo) o una herramienta de forma en la punzonadora. Hacer unas cuantas preguntas puede ayudar a los di-señadores a ensayar rápidamente numerosas posibilidades.
La simplicidad de las lengüetas
Determine cómo se ensamblarán las partes y se sujetarán durante la soldadura. Con frecuencia esto requiere aditamentos, los cuales tienen costos asociados. Pero usar lengüetas cortadas por un láser o un punzón puede hacer una parte autoensamblable, o casi. Las partes también pueden diseñarse con lengüetas para que el propio peso de la parte la mantenga unida el tiempo suficiente para una soldadura por puntos, eliminando así la necesidad de un aditamento.
Las lengüetas además pueden asegurar que sólo haya una forma de ensamblar la parte. La Figura 1 muestra el corte de lengüetas con un láser. El ensamble sigue requiriendo una guía, pero el soldador puede ponerla sólo en una posición. Imagine el reto de un soldador tratando de obtener una posición central exacta usando sólo sus ojos para cada abrazadera.
La Figura 2 muestra un ensamble con dos tapas. Note las posiciones diferentes de la lengüeta y laranura; a la izquierda ambas son verticales, y a la derecha una lengüeta es horizontal. Esto asegura que la parte se una en una sola posición. El ensamble es simple, y las lengüetas aseguran la alineación correcta.
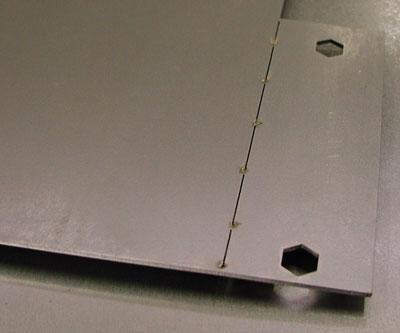
Otra técnica de corte láser, corte por tramos, deja microlengüetas en la línea de corte y permite que los componentes sean doblados a mano y luego soldados (vea la Figura 3). Esta técnica permite que todos los componentes permanezcan juntos en la orientación correcta y, de nuevo, forma un ensamble autoensamblable.

Figura 1: Este ensamble con lengüetas sigue requiriendo una guía, pero un soldador puede fijarla en una sola posición.
El diseño de una parte debe apro-vechar las ventajas de la soldadura y minimizar sus desventajas, y la estrategia de lengüeta y ranura lo ejemplifica. Ésta maximiza una de las mayores fortalezas de la soldadura, la unión eficiente y completa de dos componentes; y minimiza la desventaja de los considerables costos de ensamble y tiempos de configuración.
Evaluando las opciones de fabricación
Los diseñadores deben evaluar los requerimientos de la parte terminada. Por ejemplo, la soldadura puede requerir rectificado, y si el rectificado es inevitable, éste debe ser lo más simple y de más fácil acceso posible.
La Figura 4 muestra soldaduras inte-riores y exteriores, y cada una tiene ventajas y desventajas. La parte de la izquierda, con soldaduras exteriores, puede acabarse desde afuera, lo cual deja una apariencia lisa, pero el componente de la derecha puede requerir sólo acabado mínimo si las soldaduras se ocultan después del ensamble final. Aunque el diseño de la derecha puede requerir más material, éste no requiere rectificado y por lo tanto puede costar menos producirlo.
Alternativas para la soldadura
La Figura 5 muestra cómo se fija una abrazadera dentro de un gabinete. Las marcas de parte, producidas ya sea mediante un láser o mediante una herramienta especializada en la punzonadora, pueden mostrar dónde colocar la abrazadera. Las marcas pueden ahorrar algún tiempo de configuración de la soldadura, pero hacer otra pregunta podría ahorrar aún más: ¿necesito una abrazadera fijada, o puede cortarse a partir del material base?
Como se muestra en la Figura 6, la pestaña interna podría cortarse con un láser y formarse en una prensa con el herramental correcto. O, si la pestaña es lo suficientemente pequeña, herramientas de forma en una punzonadora podrían hacer el trabajo en una configuración. El simplemente hacer la pregunta—¿Esta pestaña puede ser más pequeña?—puede llevar a reducciones significativas de los costos. De todos modos, estas pestañas internas necesitarían diseñarse teniendo en mente la tecnología de doblado disponible. Una pestaña a la mitad de un panel grande puede ser demasiado larga para una herramienta de forma de punzonadora e impráctica para que acceda el herramental de la prensa dobladora sin topes traseros profundos.
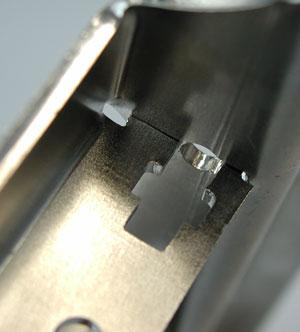
He aquí otra pregunta: ¿la soldadura es la única solución o pueden hacer el trabajo sujetadores mecánicos? Considere la Figura 7, una junta normalmente soldada que ahora es cortada por láser y luego unida con un perno y un sujetador; el láser corta la parte a la dimensión de la tuerca. El ensamblador necesita sólo una llave para apretar el perno.
Diseño inteligente, manufactura simple
Los diseños simples no siempre son los más económicos de fabricar. En la Figura 8, el Diseño A muestra una abrazadera aparentemente simple. Encontrado en todo el proceso de manufactura, el dise-ño requiere soldaduras verticales para fijar la placa trasera. Su flujo de trabajo es así: láser, prensa dobladora, soldadura, acabado, y luego ensamble y embarque.
Pero, ¿pueden eliminarse las soldaduras? ¿El rediseño producirá otras oportunidades para mejorar la parte?
El Diseño B muestra la abrazadera rediseñada con partes superiores planas para facilitar el doblado, pero las soldaduras siguen allí. El Diseño C no tiene soldadura y requiere cinco dobleces, tres de los cuales se hacen simultáneamente. El Diseño D además elimina las soldaduras y requiere sólo cuatro dobleces, y los primeros dos de nuevo pueden formarse al mismo tiempo. Así que tanto en el diseño C como en el D la cortina de la prensa haría sólo tres ciclos.
Todos estos diseños toman en cuenta los topes traseros. En el Diseño B, las partes superiores planas de las pestañas laterales pueden deslizarse contra la almoha-dilla del tope trasero, pero puede no ser lo ideal. Las partes superiores planas son un tanto angostas, y el operador puede doblar sólo una a la vez. Un operador fatigado podría inadvertidamente doblar la pieza en tosco ligeramente justo antes de que el punzón de la prensa hiciera contacto, quizás lo suficiente para que el doblez quedara fuera de la tolerancia y arruinara la parte. Sin embargo, los Diseños C y D permiten al operador doblar las primeras lengüetas simultáneamente, y éstas están a lo largo de la longitud de la parte plana. Esto hace difícil incluso para el operador más fatigado que inadvertidamente manipule incorrectamente la parte una vez que las lengüetas queden al ras del tope trasero.
Figura 7: Un láser corta esta parte a dimensiones precisas para la sujeción mecánica, otra alternativa a la soldadura.
Todas las opciones ayudan a la manufacturabilidad, y la mejor opción depende de la maquinaria y del herramental disponible. Por ejemplo, la secuencia de doblez para el Diseño C puede producir algunos problemas de separación, dependiendo de la distancia entre las pestañas trasera inferior y lateral, de los anchos del segmento del herramental que el ope-rador tiene disponibles, y quizás de los requerimientos de sobredoblado del material para contrarrestar la recuperación elástica. Los requerimientos de diseño de la parte también entran en juego. Esas tres pestañas inferiores en el Diseño C pueden tener características estructurales diferentes a la opción de dos pestañas inferiores en el Diseño D.
Los diseños además tienen otro beneficio. Éstos no sólo reducen o eliminan la soldadura, sino que también mejoran la estética y contribuyen a un manejo más seguro. Los lados verticales ahora tienen un radio en lugar de una esquina filosa.
En términos generales, las alternativas de diseño han eliminado la soldadura, han mejorado la apariencia, han proporcionado una superficie plana para los topes traseros de la prensa y han reducido el peso total agregando más agujeros. He aquí el nuevo flujo de trabajo: láser, prensa dobladora, acabado y luego embarque/ensamble.
Diseño inteligente, grandes ahorros
Recientemente, una persona de una compañía que no contaba con equipo de fa-bricación moderno asistió a una clase de diseño en hoja metálica de TRUMPH, y trajo consigo una parte que pensó había sido soldada eficientemente, sin posibilidad de mejora. No era lo mejor estéticamente, pero funcionaba como debía. Sin embargo, conforme la clase avanzó, los estudiantes repensaron el diseño y al final la convirtieron en una parte de hoja metálica de una sola pieza. Luego esa persona contactó al taller local para manufacturar el componente recién rediseñado.
El taller mandó una cotización que haría sonreír a cualquiera dedicado a la manufactura. Eliminando la soldadura de la parte, la clase ayudó de forma efectiva a esta persona a reducir los costos de producción en más de la mitad. Ese resultado es un testimonio del poder del diseño en hoja metálica.
Figura 8: Rediseñar la abrazadera elimina la soldadura, y en grados variables, facilita la manufactura total.
About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
La mezcla de gas auxiliar impulsa la tecnología del láser de fibra

2
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

3
Máquina de corte por láser diseñada para el mercado mexicano

4
La sierra de doble carro sigue los contornos del tubo perfectamente

5
La máquina procesadora de placas crea biseles complejos en un solo corte
