















Laser optics: Special delivery
Lens coatings, adaptive optics make laser cutting more efficient

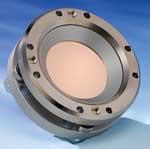
Figure 1 Advanced optical components are required in beam-shaping devices for high-powered lasers.
In CO2laser cutting and welding, optics is where the rubber hits the road. No matter how precise the motion control or the beam quality from the resonator is, a high-quality, highly efficient operation can't happen without the right optics delivering the beam to the workpiece (see Figure 1).
Since CO2lasers first emerged in the industrial market, the compositions and coatings for optics have changed tremendously. In the 1970s, optics could handle resonator powers up to 500 watts. Today they can handle up to 7,000 W in 2-D laser cutting and up to 20,000 W in multiaxis machines used for both laser cutting and welding. For the past decade, optics manufacturers have advanced production techniques to meet demand, using diamond turning technology to machine lens and mirror geometries such as nonrotationally symmetric and other shapes for industrial applications.
Not only can today's optics handle more power, they also enhance beam quality, reduce maintenance, increase power delivered to the cutting head, and improve mode stability. The result is faster and more reliable material processing.
The Coating Effect
The most significant advancements in optics have come from new materials and coatings. For instance, zinc selenide (ZnSe) has become a key transmissive material for resonator output mirrors and focusing lenses. Its absorption capabilities, cosmetic quality, and consistency have continually improved, producing better beam quality.
Better coatings for optics have improved beam quality dramatically over time. Years ago lasers produced a clean cut in one direction, yet produced compromised edge quality cutting in the other direction. This occurred because CO2lasers had linear laser polarization in one direction, but not the other. In basic terms, these beams had an electrical field with a frequency that oscillated in a flat plane. This "flat" plane meant the beam would behave differently, producing varying kerf widths depending on the direction of travel.
By the early 1980s, new optical coatings solved this problem. Still used today, reflective phase-retarder coatings—also known as phase-locking mirrors—convert the beam to a circular polarization, with an electrical field traveling in a circular pattern instead of a flat plane. These coatings, followed by zero-phase-shift coatings introduced in the mid-1980s, eliminated the kerf variations and improved cut quality by maintaining the circular polarization as the beam launched through the delivery system.
Reducing Thermal Load
How well optics can withstand thermal load has a direct impact on how long the optics last. Some of the first optics had an average lifetime of 300 to 500 hours; they failed because the optics coating wore out.
Today's beam delivery optics last upward of 10,000 hours, and this comes largely from the technological advancements of coatings. By protecting the optics—and effectively reducing the amount of heat the optics are subject to—coatings help optics last longer, as well as reduce overall maintenance and operating costs.
Reducing beam absorption rates also helped reduce thermal loads, and here again coatings have played a key role. If optics absorbed a high amount of beam energy, it not only increased thermal loads and reduced optics life, but it also severely reduced beam efficiency. In older optics, beam absorption rates were as high as 1 percent per external optic delivering the beam to the workpiece. At this rate, a 4,000-W machine with seven external beam delivery optical devices would lose about 280 W—or about 7 percent of its power—between the resonator and cutting head. The poor absorption rate also resulted in a large thermal load on the mirror, which in turn led to beam distortion and, ultimately, changes in beam alignment. All this had a negative effect on the part being processed.
The industry needed laser delivery with higher reflectivity to reduce beam absorption rates—again, optical coatings were instrumental. By the 1990s, high-reflectivity, low-absorption mirror coatings, enhanced with silver and gold coatings, produced reflectivity of about 99.5 percent.

Figure 2 Compared to older lenses, today's thicker lenses (right) are built to withstand much higher cutting pressure.
Since then superenhanced coatings with reflectivity surpassing 99.8 percent have entered the market. These maximize the laser power as it travels through the beam delivery system and reduces the thermal load on the optics, which ultimately increases mirror life. Now a 4,000-W machine with seven external beam delivery optical components loses about 56 W, or less than 1.5 percent of overall power, from the resonator to the cutting head.
All these coatings handle reflectivity between the resonator and cutting head, but what about back reflection from the workpiece itself? Common when working with highly reflective materials like aluminum, back reflection can cause mode instability, damage the beam delivery optics, and potentially travel back into the resonator and cause irreparable damage. Such back reflection has been significantly reduced thanks to absorbing thin-film reflector (ATFR) coatings. Introduced in the 1990s, the ATFR coating, used in conjunction with the reflective phase-retarder optic, functions as an optical isolator to absorb back reflections from the workpiece.
These new coatings also reduce electrical costs to operate a laser. Most laser machines use a closed-loop chiller to cool the optics. Within the chiller system, some laser manufacturers use deionized water, while others use glycol, an antifreeze fluid. The cooling helps extend mirror life and remove thermal load that could cause distortion. Optics with new coatings absorb less heat and so enable the use of smaller chillers and condensers, requiring less electricity.
At the Cutting Head
The final optic in the beam delivery system is the cutting head lens. Lenses with antireflection (AR) coatings, the newest versions of which have been available since the late 1990s, produce absorption values of less than 0.1 percent at 10.6 mm, resulting in even less thermal distortion and longer lens life. Some laser machines also have an internal optical sensor to monitor the cutting head lens and prevent a total decomposition or breakdown, where excess heat literally disintegrates the cutting lens.
Over the years engineers have increased the thickness of cutting head optics to support high-pressure assist gases, which are needed to attain an oxide-free edge when cutting stainless steels, aluminum, and, in some instances, mild steel, particularly when the part moves directly from cutting to the powder-coat process without any secondary operation. Using high pressure also allows fabricators to cut with compressed air, resulting in increased speeds, reduced assist gas costs, and lower cost per part. Unfortunately, a traditional 4-mm-thick cutting lens would break under high-pressure assist gas. So these have been replaced with 8-mm lenses that can endure the pressure (seeFigure 2).
Adaptive Optics
One of the latest innovations allows operators to change the beam focus position on-the-fly. Known as adaptive optics, these have an adjustable radius of curvature, controlled with water or air pressure (see Figure 3). Used for the focus-depth adjustment during piercing, they adjust for focal length variations across the working table.
Adaptive optics decrease process cycle time per part because there is virtually no time wasted between the pierce and the beginning of the cut. On the manufacturing floor, a machine with adaptive lenses can run fully automated without changing the cutting head or adjusting the focusing lens, significantly increasing productivity.
Besides adjusting focal length on-the-fly, some 2-D cutting machines use an adaptive optic to adjust the beam diameter. Traditionally, machines have repositioned the cutting head lens when moving from the piercing to the cutting cycle. Using adaptive optics, a machine need not mechanically reposition the lens between piercing and cutting, decreasing cycle time. More important, adaptive optics allow the laser to process all material types and thicknesses (within the machine's overall capacity) with one cutting head (seeFigure 4).
A Productivity Driver
Beam delivery optics have come a long way since the 1970s. From improved coatings to thicker lenses for high-pressure applications, advancements in optics have helped drive the quality and productivity of today's laser cutting machines. Fabricators who offer laser cutting are direct benefactors of the enhanced beam quality, reduced maintenance, increased power, and improved mode stability, all stemming from years of research and development invested in laser beam delivery optics.
About the Author
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
Dynamic Metal blossoms with each passing year

5
Metal fabrication management: A guide for new supervisors
