















Product Manager of High Power Lasers
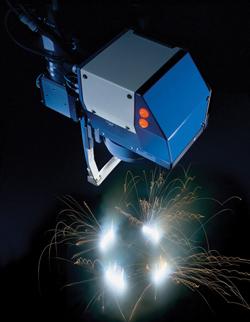
Figure 1 Disk lasers combine the pumping efficiency of a semiconductor laser with the beam quality of a solid-state laser.
Since industrial lasers were first introduced nearly 40 years ago, revolutionary developments in laser welding technology have enabled new and innovative joining applications. In the early years, advancements in the power and beam quality of CO2 lasers made deep-penetration keyhole welding possible. Pulsed Nd:YAG lasers that followed in the early 1990s provided a means of welding highly reflective materials like aluminum and copper. Lamp-pumped Nd:YAG lasers reached the multikilowatt level toward the end of the 1990s and made their entrance into high-production welding and cutting applications. And with the advancements in fiber-optic cables, manufacturers could make use of robotic automation like never before.
Just after 2000 the high power and beam quality of CO2 lasers, combined with some very creative engineering, prompted the emergence of remote laser welding. But the heyday for CO2 remote welding was relatively short-lived, as new revolutions in laser technology that would supplant many of the CO2 joining applications were just around the corner. The disk laser is one of the key advances of the last decade, and like all technological innovations from years past, it has birthed new and unique applications.
The disk laser was conceptualized in the early 1990s and introduced at the Munich Laser Fair in 1998. Output powers of up to 16 kW and a beam quality of 2 to 8 mm milliradian or milliard (mrad) make a disk laser suitable for joining both small and large components.
The disk laser is a compact, fiber-delivered, solid-state laser. The laser power is extracted from a disk-shaped crystal with a diameter of roughly 13 mm and a thickness of about only 120 microns. A disk of this size is capable of powers up to 30 kW, though the current industrial product yields more than 5 kW per disk. Combining four disks in series provides 16 kW of laser power at the workpiece. The disk is pumped by passively cooled diodes, resulting in low operating cost and nearly 100 percent uptime (see Figure 1).
Remote Laser Welding. Disk laser technology has opened the door to several new or improved joining applications, and one of the most common and successful globally is remote laser welding. While conventional laser welding uses a robot or a Cartesian system to manipulate the beam or workpiece, remote laser welding uses a relatively long focusing optic (hence, remote) and scanning mirrors to maneuver the focused beam over the workpiece. But what really increases the beam-on time is the significant reduction in off time. The lightweight, dynamic scanning mirrors enable fast indexing in-between welds, which simply means the laser is spending more time joining parts and much less time waiting to be put into position to create the next weld. While the laser-on time of conventional laser welding technologies is about 30 percent to 40 percent, the remote laser process enables laser-on times of up to 90 percent.
Remote laser welding is also highly flexible. The geometry of a weld seam can be adapted to the actual stresses at the weld joint, which enables a laser-friendly and strength-optimized part design. In addition, the weld seam geometry can be adapted to the local situation. While a slim flange leads to a slim C shape or linear welding geometries, circular C shapes (appropriate for multidimensional loading) can be chosen, if the space enables such geometries.
Many automotive companies, as well as suppliers, rely on disk laser technology and have implemented remote laser welding in their production lines. Some of the well-known applications can be found at Daimler, as well as Audi and Volkswagen.
Thin Foil Welding. Besides high beam quality, it is the extremely high dynamics of the laser source which is of utmost important for welding thin foils with high accuracy. The following example involves combining a 1-kW disk laser with a scanning head. Because of this combination of a focusing head and disk laser, processing results are consistent. An integrated power feedback control within the laser ensures reproducible welding depth under all conditions.
Figure 2 shows the top side of two welded foils with a thickness of 0.1 mm (top) and 0.2 mm (bottom). An energy sharing of 50:50 percent was used to enable the simultaneous welding of two tracks. The welding time was less than 1 ms; therefore, the welding was completed while the melt pool was still fluid. The high dynamics of the laser source enabled this time-critical application.
The advantages of laser welding with this combination of equipment are as follows:
Power Train Component Welding. CO2 lasers have been used to join power train components for many years. The disk laser is a new alternative for these joining applications due to its high beam power and quality. A typical weld shape is shown in Figure 3, which illustrates a very high-aspect ratio-welding seam on 6-mm stainless steel (welding speed of 6 m/min.).
The disk laser has found a home in gear manufacturing because of the gears
numerous weld geometries (see Figure 4).
It is also possible to weld different materials together because of the disk laser's to narrow weld geometry. One example is laser joining of tempered steel (16MnCr5) to cast iron (GGG 60). Normally an extreme increase of hardness in the fusion zone is expected, which can lead to cracks and compromised weld integrity. Using a filler wire (NiBAS 70/20) can prevent that problem and achieve a more homogeneous weld and reduce hardness within the fusion zone. The combination of narrow weld geometry with the appropriate filler wire can eliminate the hardness spikes and yield crack-free, 3.2-mm-deep welds at 2 m/min. with a disk laser at 3.5 kW.


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}