















TruPunch Product Manager

Figure 1: Thanks to advances in punching technology and tooling, punching machines can form shapes above and below the material surface without scratching it. Photos courtesy of TRUMPF Inc.
These days it’s often difficult—if not downright impossible—to simply look at a part and definitively discern if it was made with a punch machine or some other fabricating process.
You know the stainless steel warming tray at your favorite fast-food restaurant? It was likely created with a punch machine. Same for the stop sign you ran as you rushed to work this morning.
A metamorphosis of punched materials has occurred. They have changed from being simple rough parts that were background players to more sophisticated shapes that are front and center. Punch press innovations have made this possible. Over the course of the past 40 years, the punch press has evolved from being the big, awkward kid on the block into a suave, sophisticated player in the world of sheet metal fabrication.
Punching is punching. While machine speeds have increased, the basic technology itself hasn’t really changed in 30 years. What has changed, however, is that today’s punch machines pack more punch. In other words, you get more than just punched holes.
These changes have resulted in the elimination of secondary options for many metal fabricators. For example, a shop with a modern punch machine and tooling might not need a press brake for bending a part.
So what’s the secret to the punch’s newly elevated status? While great strides have certainly been made in the area of punch tooling, they are not the sole secrets behind the punch’s successful transformation.
One of the most important advancements in punching was the development of the single cutting head strategy, which allows the punch machine to accept any tool and to rotate all tools 360 degrees on the C axis to any angle in 0.001-inch increments. This newfound versatility with a single tool can result in a tooling cost reduction of as much as 30 percent because you don’t need multiple tools to perform one task.
The single punching head strategy derives from the machine center concept, which involves one tool in contact with the material at any given time. Specific tool sets are set up in separate cartridge holders on a linear rail tool system. When you are finished using a tool on the material, the machine puts that tool away, with all tooling exchanges from the punching head happening off the material surface.
The single punching head also simplifies the designing of punched parts and machine programming. You don’t have to worry about station location or which tools can be rotated and which cannot.
Another milestone in punching was the development of an option called the “active“ die, which made a significant impact on the cosmetics of a punched piece. The type of die option increases forming capabilities (see Figure 1) because the die on the machine can be retracted or lowered. Forms can be made below the sheet. This results in scratch-free punching because the formed parts do not get caught on the table.
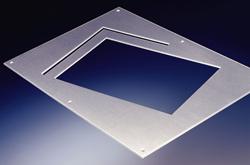
Figure 2: With modern shearing tools, both the outer as well as the inner sheet metal contours can be processed at any angle, even in high-strength stainless steel up to 0.118 mm thick.
Any tool can become active if that die option exists on the machine. This innovation allows you to make forms larger and up to 30 percent or 40 percent deeper.
The underside of the sheet metal remains scratch-free because the working height of the die base can be programmed. And programming is simplified with active die because you do not have to program around the die or use big, bulky stripper mechanisms to extract the material off of the forms.
Significant strides have been made in punching tooling as well. The advancements have pushed the punch machine into an entirely new league when it comes to sheet metal fabrication.
Shearing. These modern tools produce shear-cut-quality parts on a punch machine (see Figure 2). Conventional punching always produces a match or nibble mark. Newer shearing tools have greater cutting angles compared to conventional-style tooling, allowing for a scissorlike cut through the material and the ability for the tool to penetrate deeper into the die. This helps eliminate overlap marking.
These shearing tools also have the ability to rotate and cut at an angle. They can produce internal geometric cutouts that cannot be produced on hand shear machines.
Bending. Advanced bending tools are critical for the fabricator producing small L-shaped brackets. With certain bend tooling technology on the market, any angle up to 90 degrees can be produced up to 1 in. high and 3.25 in. wide in a single stroke. This eliminates the need for additional welded components.
Return bend angles also can be incorporated to produce a U-type channel.
Bend flanges can be produced to be used as stops or locating positions.
Stroke Control. Sometimes form heights are critical and need to be maintained to within 0.001 in. Many variables can have an effect on the ability to hold this tolerance. The biggest variance comes in the form of material thickness, which can differ from sheet to sheet.
Advanced stroke control tools adapt to the sheet thickness. The tool measures the current thickness being produced and automatically adjusts form tools to produce consistent form height regardless of material variations.

Figure 3: Virtually burr-free production of metal parts on a punching machine is now possible with roller deburring tools and deburring multitools.
Wheel Tools. These types of tools have numerous functions.
Stiffening beads are primarily used to strengthen thin material, lessening the need to produce parts from heavier, more expensive material. With wheel technology, beads can be produced at 1,600 linear inches per minute or faster. This application allows deep-drawn beads to be done in multiple passes to minimize material distortion.
The offset wheel tool is designed to offset one material thickness to be able to join two materials or parts together. How the tool is introduced onto the material determines whether the material will be offset in the up direction or down direction. The offset wheel is commonly used on computer chassis or electrical cabinets to recess or emboss panels for a clean, smooth look. This tool can be used to produce offset radius features or curves for even more flexibility.
The shear tool produces parts at any angle or radius without producing a part slug. This is key if you are concerned about material scrap. The wheel moves along the sheet similar to a pizza cutter to produce a desired part or shape. Removing the conventional cutting tool part width can sometimes allow for that extra part needed on a nest to achieve 100 percent sheet utilization.
Deburr tools now can do what couldn’t be done before—deburr edges created by a punch tool (see Figure 3). The tool rolls along the bottom edge of the part and coins the burr back into the part, eliminating the need for secondary operations.
From there, a three-station multitool finishes corners, holes, and contours for a virtually finished part right off the machine. This is especially helpful with parts containing forms. Unlike simple 2-D parts, punched parts with forms or offsets cannot be sent through a grinding machine to remove burrs; a deburr tool on a punch machine can eliminate the manual deburring process necessary to clean up the edges of punched parts.
Combination punching and laser machines are becoming a popular piece of fabricating equipment on the shop floor. With laser resonators producing up to 4 kW of power for cutting purposes and punching technology advances offering plenty of shearing and forming options, a combination machine is a flexible way to produce parts without having an operator move them from one machine to another to get the desired results. For instance ,the laser cutting head on a combination machine also can cut on or over contours on punched forms in a part.
Tools for punched forms continue to evolve. Designers are developing new ways to produce bigger flanges, offsets, and material stiffening ribs on parts in seconds. These processes took minutes or even hours less than five years ago.
Computer technology has helped produce parts faster as well. Less than 20 years ago machine programmers needed to write code to produce parts, manually inputting specific hit locations for each tool. Today programmers can process parts with computer programming software that attaches the appropriate tooling needed for the part geometry. The NC code, which previously took hours or days to input, now can be produced with a click of a mouse.
Punching technology certainly has changed over the past 40 years and will continue to improve. Fabricators can expect to rely on those improvements to meet one simple goal: Make parts faster while minimizing secondary operations.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





