















Coordinadora de Ventas

It's important to check the alignment of the infeed support system to prevent cutoff blade breakage, threading, and poor-quality cuts.
In today's economy, the key to survival is productivity as well as quality. This means improving efficiency, minimizing downtime, and reducing labor costs. Rotary cutoff machines have developed into an effective method of achieving this to cut tube and pipe—regardless of lot sizes.
How? Basically, the rotary cutoff machine operates like a motorized version of a plumber's cutting tool. The metal is parted, so no material is removed during cutting, and chips and waste are not generated. For instance, for every 100 cuts made with a 1/8-inch-thick cutoff blade, more than a foot of material is saved.
Following specific guidelines for operating a cutoff machine can help you avoid making simple mistakes in setup and operation that can cause downtime. Whether you work in a large production environment requiring thousands of cuts per day or in a small shop that requires several hundred cuts per day, you need to know four fundamental procedures that are essential for a clean rotary cut.
The cutter block must be set perpendicular to the cutoff blade to prevent threading. Threading occurs when the tube moves sideways as the cutoff blade contacts it. The blade "walks," or creates a spiral marking on the material, similar to the thread of a screw (see Figure 1).
To prevent threading, loosen the front cutter block bolt slightly, then tap the cutter block to move it in the opposite direction of the threading. (If the tube is threading to the right, move the front of the cutter block to the left, and vice versa.) Then retighten the cutter block bolt. Repeat this step until threading is eliminated.
Check the alignment of the infeed support system with the cutter block rolls (see lead image). Misalignment can result in cutoff blade breakage, threading, and poor-quality cuts.
When the blade is properly aligned, the cut is square to within 0.003 in.
Once the machine and support system are square to one another, it is imperative that they are bolted to the floor.
Adjusting air pressure changes the total force available to push the cutoff blade through the cut. Generally, it should be set at 40 to 60 pounds per square inch (PSI). Thin-wall tubing (0.010 to 0.028 in. thick) may require 20 to 30 PSI of air pressure. Heavy-wall tubing (0.250 to 0.500 in. thick) may require higher air pressures of 60 to 120 PSI.
For example, when cutting 2-in.,

Figure 1 The cutter block must be set perpendicular to the cutoff blade to prevent threading, a spiral marking on the material similar to the thread of a screw.
4-in., and 6-in. Schedule 40 pipe, you would use 90 to 100 PSI to get a hard, fast cut. The cut would be made in 3, 4.5, and 6 seconds, respectively. However, when cutting 2-in.-OD mild steel with a 0.065-in. wall, you would use 40-PSI air pressure to produce a cut in 2.5 seconds.
Before cutting material, run trial cuts, and adjust the air pressure as required. Although the characteristics of the cutting process can vary significantly with pipe or tube size, wall thickness, and
particularly material, generally, the following apply:
Generally, the best cut is the fastest cut that produces the desired end conditions, because a fast cut produces less heat and reduces blade wear.
All grades of pipe or tubing can vary significantly, even within the same lot. While cutting, you may encounter hard areas that can shorten blade life.
Check your material first. If the material is purchased from a different vendor, it may react differently than material that was purchased from the previous vendor. This may affect changes in the air pressure and cut speed.
Or, if you are working with black pipe, watch for hard spots that can cause some irregularities. When the blade comes in contact with a metallurgical hard spot, the cutoff blade will chip while trying to force its way through the material. If the blade is not removed immediately, it will continue to chip, and even fracture, and may be destroyed.
On tough or heavy-wall material, lubricating oil may be required to assist the cut. It is not mandatory; however, using it will help prolong blade life.
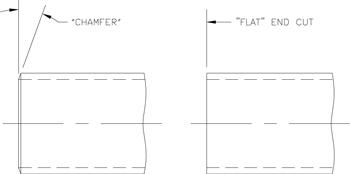
Blades are beveled to various angles and produce a chamfered end on the workpiece (see Figure 2). Selecting the right bevel angle is the key to getting an optimal combination of end finish and production rate.
To achieve the best cut for your application, it is imperative to use the correct cutoff blade thickness. A 1/8-in.-thick blade is best for material with wall thickness up to 0.313 in.; a 3/16-in.-thick blade is best for wall thickness up to 0.625 in. (see Figure 3). Several bevel blades in each thickness have inclusive bevels from 12 to 40 degrees.
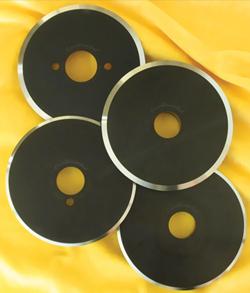
It is imperative to use the correct blade bevel and thickness to achieve the optimal cut.
Using the correct blade will preserve the integrity of the pipe or tube diameter and produce an optimal end cut.
Most blades are made from S7, a high-impact tool steel with low carbon content for increased toughness. The blade can be used to cut stainless, copper, nickel, brass, steel, aluminum, titanium, and INCOLOY® alloys. The only change in cutting such a wide variety of materials with an S7 blade is the blade life. The blade life decreases dramatically when cutting stainless, titanium, or INCOLOY.
When the blade becomes dull, it can be sharpened 25 to 30 times before it needs to be replaced. On average, 3,000 to 5,000 cuts can made between sharpenings. During blade sharpening, the edge must not become overheated. This will cause the edge to soften, lose its temper, and make poor-quality cuts.
After it is sharpened, the blade should be honed with a honing stone to remove sharp edges. This should provide a 0.003- to 0.005-degree radius on the blade tip. The sharper the edge becomes, the more fragile it becomes.
If you are unsure of the correct blade to use for your application, the machine manufacturer can help you to determine this.
A rotary cutoff machine can endure many active years of service. With simple preventive maintenance, less downtime, better efficiency, and considerable cost savings will be the result.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





