















Regional Sales Manager
 |
Selecting a rotary draw tube bender can be a complex process. The large number of manufacturers in the marketplace and the variety of machines and options available make it difficult to make a well-informed choice.
However, which machine to choose is not the only critical decision. The success of any bending process depends equally on each of the following factors:
Giving all of these factors careful consideration is crucial to making the bending process successful.
Most bending machine manufacturers supply a list of available options. These options are designed to address specific application requirements.
Process requirements dictate which options are needed and which are desirable. The production and quality requirements of the part to consider are:
Once these requirements are established, machine features and options can be evaluated to determine which are valuable.
Tube Requirements. Tube requirements determine the basic machine configuration. For example, for a part that has two bends with 1D of straight tube between the bends, most tube bender manufacturers would recommend a multilevel bending machine (see Figure 1).
As it cycles, the machine positions the tube at the correct tool level. If using a special clamp and insert, this system can produce compound bends. A single-level machine can use only one tool set and one clamp and insert during a machine cycle (see Figure 2).
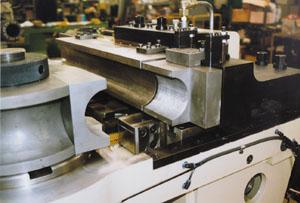
If, however, the cosmetic appearance of the bend is of no concern, a single-level machine can produce the bends, providing the clamp length is shorter than the straight distance between the bends. This method produces severe marking on the outside of the tube (see Figure 3).
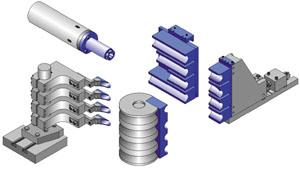 |
| Figure 1: A multilevel machine allows multiple tool sets to be stacked on top of each other. |
Production Requirements. Production elements also can determine the basic machine configuration. If the parts are simple—for instance, bent on at least a 2D centerline radius (CLR) with no angles more than 90 degrees and only two different tube ODs—a single-level machine would suffice. But if an operator must change tools more than five times a day, the single-level machine would be underused. In this case, a multilevel machine permanently configured with several tool sets would save significant tool-change time and increase the machine's productivity.
Tube Appearance and Deformation. Once the basic machine configuration is established, the options and their value can be more easily quantified. Some of the options have a significant effect on the appearance of the tube and the degree of deformation.
Because the bending process causes the material to move in different directions, the tube will deform. If cosmetic appearance is important, the following options are necessary:
For applications in which the CLR is less than 2D or the material has a thin wall, the tube is more likely to split during bending. In this situation, a boosting system is required. This type of system pushes on the end of the tube from behind the bend. This reduces wall thinning and bend arm torque and allows bends of less than 1D CLR to be completed. These typically are synchronized with the bend arm motion to achieve quality results.
 |
| Figure 2: A single-level machine accommodates one set of tooling. |
Other options include lubrication, automation, and software, which have more effect on process flow than on the actual bending process.
The condition of the bend tooling and its compatibility with the process are critical. If the bend die is slightly worn, the bend quality may suffer. An operator may be tempted to overset other tooling components to try to improve the bend quality. This might cause other parts to wear faster or even damage other machine parts as a direct result of the operator using excessive force in an attempt to get good results with worn tooling.
It is important to establish when bend quality deteriorates and identify the worn tooling component responsible for the poor quality. All bending processes have a consumable tooling cost; establishing the wear items and their life expectancy helps quantify this cost. Monitoring and controlling the tooling condition help to extend tool life and ensure the best quality of bend.
Material Compatibility. An important determinant of tooling life is compatibility between the tooling and the material being bent. For example, Ampco® mandrels wear excessively if used with mild steel tubes. This is due to the nature of the two materials; they are similar in structure and therefore they are prone to cold welding or galling, resulting in a short usable life. If the correct tooling is specified and its condition monitored, the process will continue to produce high-quality bends with the maximum tool life.
Coatings and Lubrication. Coatings are available that may be suitable for tooling parts such as mandrels. These include chrome, Armoloy®, and titanium nitride. These coatings increase the cost of the tooling but also extend the life for some applications. Process trials are the only true gauge of the effectiveness and value of any tooling coating.
Lubrication is crucial to maintaining part quality as well as reducing the rate of tool wear. Machine manufacturers' recommendations and trials in production are the best methods for determining the best lubricant.
 |
| Figure 3: If the appearance of the tube is not important, a single-level machine can provide bent parts more economically than a multilevel machine can. The marking on the outside of the tube is due to the clamp force being focused on a small area and the material reacting to the bend forces. |
Raw tube material obviously is critical, as well as the dimensional tolerance of the tube OD and wall thickness. The consistency of the OD and wall thickness have a direct effect on the size of the mandrel and therefore the bend quality.
The material elongation is of key significance. If the required bend CLR requires the outside of the tube to elongate by 40 percent and the material has an elongation characteristic of only 30 percent, the tube will break. Machine options such as carriage boosting systems allow a bend of this nature to be completed, but a careful review of the application is required.
Paying as much attention to selecting the material as to specifying the machine and the tooling helps to ensure the bending process will produce quality parts.
Regardless of the manufacturer, most rotary draw bending machines operate similarly. Three fundamental machine designs are:
Though the operation of these machines is similar, the control (programming) and setup can vary dramatically from manufacturer to manufacturer. Hydraulic machines require manual setting of the critical positions of the clamp, pressure die, and wiper die.
All-electric technology allows an operator to adjust clamp position and pressure die settings from the control panel, and this data is saved with the part program. Because all motions of an all-electric machine are controlled-axis moves, an all-electric machine can make highly repeatable bends with reduced setup time and reduced amounts of scrap.
If bending operations require frequent tooling changeovers, an all-electric machine may be preferred, because the tooling can be changed over quickly. However, a hydraulic machine can be just as effective if the tooling is changed infrequently.
Another factor regarding machine control is operator training. Choosing a supplier that trains operators thoroughly will help to ensure optimal setup and programming.
Jim Regan is regional sales manager with McKee-Addison Tube Forming Inc., 2695 St. Rt. 73 South, Wilmington, OH 45177, phone 937-382-4490, fax 937-382-4963, e-mail jregan@matf.com, Web site www.matf.com. McKee-Addison designs and manufactures NC and CNC tube bending machines, tube forming machines, and tooling.
Ampco is a registered trademark of Ampco-Pittsburgh Corp.
Armoloy is a registered trademark of Armoloy Corp.

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





