















All-electric tube benders in control
A look under the hood at characteristics, applications
New developments in all-electric tube bending technology have been in the areas of report generation and diagnostics. The PC controller with networking makes it possible to introduce many interesting diagnostics capabilities, such as a Web cam and a "black box" history file that automatically stores the last 500 operations.
All-electric tube bending machines' performance characteristics include software-based control over the bending process, which provides high accuracy combined with brief and repeatable machine setups; low power consumption; and no toxic waste disposal.
All-Electric Architecture
All-electric technology was developed to eliminate the need for the "black art" usually required to set up a tube bending machine. Under certain circumstances, tools can be changed and a new part made in less than three minutes.
In order to achieve this, all-electric machines use electric, closed-loop servomotor axes to control the motion and speed of the bend tooling, providing programmable control over the range of each axis. This allows operators to make machine adjustments to the bending process from the control screen, instead of with a wrench. Some of these all-electric tube bending machines are basically rotary draw benders—the design of which has not changed significantly for 50 years.
Rotary, or draw, bending produces a smooth, high-quality bend on a tube by means of a set of die tools and sometimes a flexible mandrel inserted into the tube that protects against distortion collapse. The dies used are a bend die, or former, around which the tube is bent; a clamping die that holds the tube in place against the bend die while it rotates; a pressure die that follows the tube as it bends around the bend die; and a wiper die that smoothes the material as it flows to create the bend, preventing wrinkling. The pressure die has two axes of control—one to react to the bending force applied, and one to allow it to follow the tube.
In an all-electric machine, programmable control over the following movement profile provides a powerful degree of flexibility to help optimize tube bending. It also has programmable control over the carriage position (which holds the tube) and carriage rotation, which is applied as necessary between bends to create the desired 3-D shape.
Precise Control
With servomotors, built-in position and velocity feedback loops ensure that the position and movement of the tooling on the axis are always maintained to a very fine resolution, regardless of variations in operating conditions such as temperature (see Figure 1). This control can, for example, allow positioning to 0.01 of a millimeter when the motor drives a ball screw to position the tool. This fine control over the position of axes can be an advantage in precision fabrication applications, such as aerospace manufacturing.
In addition, electric servomotors allow the operator to control the motor torque during the tooling motion. This can be used to prevent finished part damage by varying clamp forces at different positions in the cycle.
This ability to vary the clamp force anywhere in the production cycle allows the tooling to handle the preformed tube shape in the tooling without gripping hard. This can be helpful when bending
a tube that has a delicate end-formed structure or shape. Any clamping system that drives to a mechanical stop under pressure can distort or damage such a structure. Programming the all-electric machine to apply, say, just 10 percent of the force available protects delicate items.
Because servomotors are used to control each axis of the bending machine, it also is possible to link the motion of the axes together. For instance, an operator might need to run a part slowly during one point of the operation to check for collision or to prevent collet (collar or enclosing band) slippage because of a large tube overhang. The machine will automatically set up each axis to compensate for this, so there is no need to adjust the motion of axes by hand, or to run the part all the way through the operation at a slower speed.
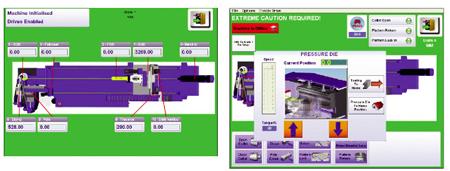
Figure 1The position of every axis can be tightly controlled on an all-electric machine, providing the means to optimize the bending process. The left-hand screen shows the position of each axis on the machine. The right-hand screen provides a more detailed view of an individual axis.
This control also provides a means to prevent crashes between a part and the tooling when there are very tight-radius bends or bends with very short intervening distances. All-electric machines can be programmed to perform a couple of intervening adjustments to clamp position and tube rotation between bends, for example, to avoid interference.
Laser measurement systems can be integrated into the machine (rather than an external unit) to improve its ability to perform multiple operations during a bend cycle.
Repeatability. The basic 3-D bending data required to make a part is similar for both all-electric and hydraulic machines, so the same database can be used. The major difference is that the all-electric machine's control software can set up the bending machine automatically. The operator selects the material to be used from a database, loads the 3-D shape data into this file, and saves it as a new part. The machine's control software then can automatically set the clamp position and force and pressure die position and profile. If a mandrel is used, the software can set mandrel position and anticipated withdrawal of the mandrel (which happens close to the end of the bending process). The software also sets the normal bend angle, position, and tube push and rotation required to make the part. Once configured, settings can be saved and recalled to make a new part or batch.
Often this approach allows a good-quality part to be made the first time, or with only one piece of scrap, if there is a significant difference in springback from the reference material used to create the reference database, or if the application is particularly demanding (such as very tight-radius bending on thin-wall tubing).
Power Consumption. A significant feature of all-electric tube benders is their relatively low power consumption. This is because all-electric machines consume a significant amount of energy only when they are actually performing a bend.
Noise Levels. All-electric tube bending machines typically produce only 55 to 60 decibels of noise—similar to noise produced in an office environment.
Environmental Effects. As well as reduced power consumption and reduced noise levels, no hydraulic fluids have to be disposed of.
Applications
Because the cost for each axis of an electric machine is relatively high, the initial capital cost of a small all-electric machine is higher than that of a hydraulic bender—approximately as much as 25 percent more. However, for larger, more complex machines, the capital costs can be the same or less.
The very high bending torques required to bend tubes and pipes larger than 8 in. (200 mm) in diameter, such as shipyards use, require that they be bent on hydraulic machines. However, advances in electric servomotors, amplifiers, ball screws, and gearboxes have started to address this bending torque shortcoming in all-electric machines.
An all-electric tube bending machine can be integrated into an existing production environment, because the 3-D data input required is the same for all draw bending machines—hydraulic, hybrid electric, or all-electric versions. With an all-electric tube bending machine, however, more adjustments are available to the operator, so there is more for the operator to learn. It cannot be used in the same manner as previous equipment. There is an absolute necessity to train all personnel in machine setup and capabilities to achieve the full potential of the machine.
All-electric tube benders are especially suitable for tube fabrication operations requiring a high degree of precision; small batch quantities; high-value equipment; and for parts made of expensive or exotic materials. Fast setups, high repeatability, low energy consumption, and the absence of toxic waste to eliminate may compensate for those potentially higher capital costs over the life of the machine. This easier setup facility also enables part manufacturers to reduce stock levels, saving both space and parts costs.
New Developments
Since the major launch of all-electric tube bending technology in the mid-1990s, the number of manufacturers offering all-electric tube benders has expanded. Note that not all "electric" machines use the same methods of control, and that sometimes the word "electric" is applied to what is more accurately described as hybrid electric, which is a combination of electric servo and hydraulic.
Recent electric machine developments have been in the areas of report generation and diagnostics. For example, the use of a PC controller with networking has made it possible to introduce interesting diagnostics capabilities, such as a Web cam and a "history" file that automatically stores the last 500 operations (see image at top of page). Users anywhere in the world can access these resources via the Internet, allowing a service engineer to provide expert support rapidly.
The availability of a range of detailed digital information also can be used to isolate the source of problems. (See Digital Data Shifts Blame sidebar.)
About the Author
About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Team Industries names director of advanced technology and manufacturing

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Zekelman Industries to invest $120 million in Arkansas expansion

5
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.
