















Assessing the arc
Evaluating the methods for measuring large radii

Figure 1: The orange circle represents a pipe bent to a 100-in. radius; the green one represents a 120-in. radius. When bent to such large radii, the two pipes essentially overlap over a short length, such as 12 in.
Tubing bent to a large radius is all around us. Take a look at the handles on a new refrigerator or the trim on an automobile—chances are you will see a few large-radius bends. These bends can be formed on many types of bending machine, such as a roll bender, stretch bender, or maybe a very large wipe bender. Regardless of how they are made, it’s necessary to inspect the bent tube for quality control purposes. One critical dimension to be measured is the bend radius.
Two Different Worlds
When it comes to tight-radius bending (a bend in which the centerline bend radius is less than 3 times the tube’s diameter, or CLR < 3xD), most fabricators pay little attention to the actual numerical value of the formed radius. For example, if you bend a 1-inch tube on a 2.50-in. centerline radius, and the actual measured centerline radius is 2.54 in., would you take the time to recut the bend die? Probably not. It’s much easier to make adjustments elsewhere to compensate for any radial growth.
However, when bending large radii, it’s necessary to pay close attention to the bent tube. Large radii usually are cosmetic and span large distances. Thus, the bend radius must stay within a defined window. Defining the window is the first step.
How much tolerance is reasonable? If a drawing specified a bend radius of 100 in., a tolerance of ±1⁄8 in. would be impossible to hold. In fact, it would be nearly impossible to measure. If the span were short, for example 12 in., you could get away with 100 in. ±20 in. (see Figure 1).
After establishing the tolerance, it’s necessary to make the measurements. In the case of a large bend radius, fabricators have a few simple choices.
Go/No-Go Gauge
This is a hard fixture custom-made to match the component. You drop the part into the fixture; if the part fits, it’s a go. If it doesn’t, it’s a no-go.
It should be noted that the gauge doesn’t actually measure the part’s radius. The fixture has stops at various positions designated by the OEM along the length of the tube. As long as the tube fits into the gauge, it’s a good part. If interference from the stops prevents the component from fitting into the gauge, the part must be reworked or scrapped.
Trig It Out!
A simple means of measuring a large radius is to take a few measurements, put the data into a CAD system, and then have the CAD system draw an arc through the data points. No more than three data points are required.
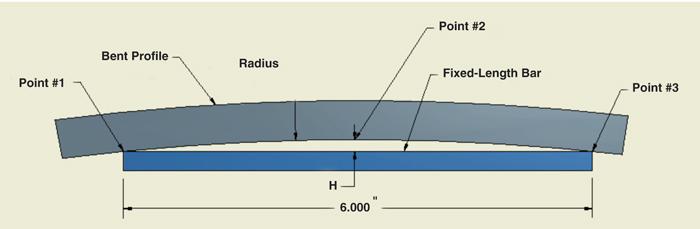
First, measure the H dimension using a pin gauge or caliper (see Figure 2). Then take three data points— at the endpoints of H and one between the endpoints—and draw a similar arc in a CAD program. The CAD system can then render the radius (R).
A More Direct Approach
The quickest way to measure a radius over a fixed length is to use a depth gauge designed specifically for this process (see Figure 3).
You place the yoke’s feet against the tube’s surface, then advance the probe until it contacts the tube. The depth gauge uses the three contact points to determine the radius.

Figure 3: Similar in operation to a digital caliper, this digital depth gauge measures a bent component’s arc.
About the Author

About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Team Industries names director of advanced technology and manufacturing

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Zekelman Industries to invest $120 million in Arkansas expansion

5
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.
