















Contributing Writer
To do this, automakers are looking to their vendors for help, and vendors are left questioning not whether they can produce the part, but how they can lower the per-piece price.
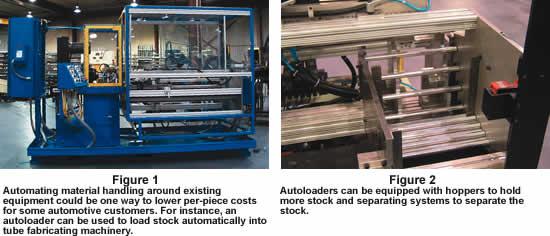
Automating the material handling around existing equipment is just one way to lower per-piece costs for automotive customers.
For instance, an autoloader can be used to load stock automatically into tube fabricating machinery (see Figure 1). Autoloaders can be equipped with hoppers to hold more stock and separating systems to separate the stock (see Figure 2).
 |
With autoloading, an operator can run more than one piece of equipment, and average cycle times decrease. Additionally, parts are presented to the machinery in the same manner every time, which helps to increase the repeatability of the product and decrease quality problems and scrap caused by misloading.Other options are pick-and-place units and conveyors for transferring tubular stock from one piece of equipment to another (see Figure 3).
Automated material handling can help reduce labor cost and decrease the overall cycle time of each part. It also eliminates the need for a worker to transfer the material physically and helps reduce the floor space required for production, allowing for higher part production per hour.
 |
Labor costs in the U.S. are relatively high compared with the rates in many foreign countries, so material handling automation is an area of potential savings for many U.S. fabricators. While material handling automation can be helpful in many situations, other times it may not be cost-effective. Payback on this type of equipment should be between 1 and 1 1/2 years to justify the investment. Machinery used for large volumes of parts are more suitable for automation because of the setup time involved in changeover.
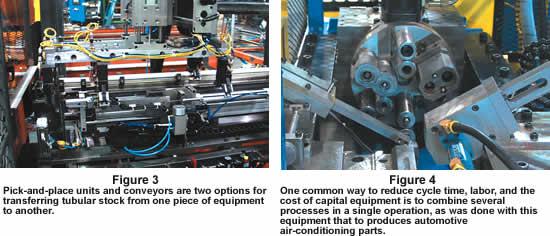
One common way to reduce cycle time, labor, and the cost of capital equipment is by combining operations.
Figure 4 shows an example of equipment for making an automotive air-conditioning part that typically involves three operations and three pieces of equipment. With this machine, the steps are combined into a single operation. Before these operations were combined, the part required two separate end forming processes, and then the block was locked on it. With a customized head turret, all three processes are combined into a single piece of equipment. Tooling also is combined wherever possible.
In this case, because three pieces of equipment and three sets of tools are joined into one operation, the vendor is able to cut cycle times, labor, work-in-process inventory, setup time, setup scrap, floor space, and equipment cost.
Machinery tailored to a specific part is a costly capital equipment purchase, but when chosen for an appropriate application, it can lower the overall cost of each part produced.
 |
Figure 5 shows a custom-built machine that puts an end form connection on the end of an aluminum automotive heater tube near a bend. This reduces the amount of raw material the vendor needs.
Custom machinery can be designed to provide the best possible sequence for the part being produced with added operations or connections to produce the part. Any aspect of that part's manufacturing operation could become part of the machine, including 100 percent inspection of the part, parts cleaning, and packaging.
The more the machine does, the more the machine is going to cost, and payback on the investment always should be kept in mind. When calculating payback, vendors should consider quantities of parts produced per year, how long the parts will be produced, labor load, and floor space for potential growth.
As with automated material handling, there are times when customized equipment is not justifiable.Because custom machinery is dedicated, it is not a good option for very low part volumes or for small-batch runs. However, should a part configuration change, modifications to custom machines are possible, although they are not cost-effective if they occur frequently.
Brad Vigar is engineering manager of Manchester Tool and Die Inc., 601S. Wabash Road, North Manchester, IN 46962, 260-982-8524, fax 260-982-4575, brvigar@manchestertoolanddie.com, www.manchestertoolanddie.com. Manchester Tool and Die produces machinery and tooling for the tube end forming industry.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





