















Cold sawing turned inside out
A new way to look at cutting

A circular saw blade that surrounds the tube and uses an oscillating motion eliminates the external burr and produces a negligible internal burr.
Cold sawing has been among the most widely used methods for cutting tubes, pipes, bars, and profiles for as long as anyone can remember. The technology has been anything but static. It has evolved steadily over time through advances in materials, coolants, coatings, tooth forms, and cemented carbides.
At the same time, the materials used for tubes, pipes, bars, and profiles have been getting harder to cut. Any fabricator who has worked for years with OCTG and precision mechanical pipe, profile, and bar can attest to this. Advances in metallurgical science and process methods have allowed steel mills to improve mechanical performance characteristics dramatically and, in turn, allow designers to reduce weight, size, and cost of their end products.
In the world of circular sawing, it has been a zero-sum gain: advances in cutting technology have been offset to a large degree by the increasing demands of cutting higher-grade materials. However, a recent rethinking of machine and blade design has updated this technology, enabling it to take on these new, hard-to-cut materials.
A New Perspective on Cutting
A conventional cold saw blade is a circle with the cutting teeth on the OD. It has a hole at the center by which the blade is affixed to the saw’s spindle.
A new blade design reverses that arrangement. Called an ID ring saw, the machine uses a circular blade that has cutting surfaces on its ID. The main spindle that rotates the blade engages the blade at its OD. The machine feeds the workpiece along the X axis through the central void of the blade; the blade, main bearing, and related drive system are mounted on a Y-Z slide table that oscillates the blade around the workpiece to make the cut.
This unconventional approach to saw and blade design changed the way the blade and workpiece interact, leading to differences in most of the cutting characteristics—the allowable chip load, chip size, chip shape, burrs, and noise.
Blade. Unlike a traditional circular saw blade, the carbide elements are not soldered to the blade; they are mounted via machined seats and screws. The ring saw uses off-the-shelf, milling-type carbide inserts with four indexable cutting edges. When one edge gets dull, the saw operator rotates the insert to a fresh edge. When all four cutting edges have been used, the operator discards it and installs a new one. This eliminates the need to send the blade out for reconditioning.
Chip Load. The milling-type carbide inserts are more substantial than conventional soldered carbide blade tips. They can withstand high chip loads and remove large chips, which boosts the material removal rate, eases chip recovery, and reduces maintenance.
In some cutting technologies, the blade teeth experience high impact loads and have a brief “in-metal” time. On the other hand, the ring saw’s cutting inserts are tapered and brought into contact with the workpiece gently so there is no impact. The table’s two-axis motion maximizes the in-metal time and optimizes the chip load.
Chips. The ring saw creates a relatively small number of large, heavy chips that are easy to collect and remove by an integrated chip conveyor (see Figure 2). They have zero potential for sticking to the machine’s sides, which eliminates the time normally lost for chip removal and reduces the potential for metal fines to get into the slides, bearings, and other machine components.
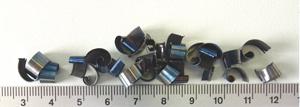
Figure 2: The ring saw produces large, uniform chips that are easy to collect. This eliminates the time normally lost for chip removal and reduces the potential for metal fines to get into the slides, bearings, and other machine components.
Burrs. Many cutting processes leave burrs on the ID of the entry side of the cut and the OD of the exit side of the cut. Often these burrs are sharp and must be removed. The removal process may be manual by way of an operator and a hand grinder, or automated with a deburring machine. In any case, they represent additional operational cost. The ID ring saw cutting process eliminates OD burrs and, in most applications, leaves negligible ID burrs.
Noise. The impact of a conventional blade’s tooth against the workpiece is a source of substantial noise. Conversely, an ID ring saw gently tapers the insert into contact with the workpiece and therefore avoids impact loads and associated noise.
A Long-term View
Many times the decision-makers look at the upfront cost of the machine when they really should look at the cost of each cut. In other words, it’s illuminating to consider the machine’s long-term operating cost, not just the initial capital investment. Oftentimes saving a few dollars upfront results in decades of high operational cost.
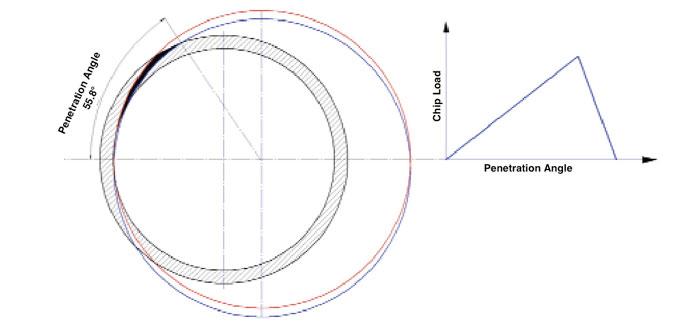
The blue and red lines (left diagram) indicate the path of the cutting teeth as they enter and exit the part. The heavy blue line (right diagram) indicates the chip load as a function of penetration angle; the chip load increases linearly to a peak then drops off quickly as the insert exits the material.
About the Author
About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Team Industries names director of advanced technology and manufacturing

2
Orbital tube welding webinar to be held April 23

3
Chain hoist offers 60-ft. remote control range

4
Push-feeding saw station cuts nonferrous metals

5
Corrosion-inhibiting coating can be peeled off after use
