















Construction project showcases best of metal fabrication
Cooperation, collaboration contribute to colossal creation

If your company were to commission a small, one-story office building, one with a capacity of less than 100 people, the architect would have quite a few material options. Concrete, brick, and wood are commonly used for low-rise buildings. In addition to bearing loads, these materials lend quite a bit of versatility to construction plans. Concrete can be cast in nearly any shape imaginable; brick lends a decorative touch and can be used as a façade; and wood is easy to cut and trim. Where concrete has uncomplicated, consistent characteristics, the others add beauty and complexity in that they offer a variety of textures and colors.
However, if your company were a professional educational organization serving the metal fabrication industry, you would put quite a bit of emphasis on steel. You’d look for an architect with an understanding of the roles that metals play in all of our lives, wherever we go, for myriad applications at home, in the workplace, and everywhere else. You’d look for an architect with an appreciation for steel’s beauty. Whether discussing beams, channels, or hollow structural sections (HSS), you’d mention to the architect, early and often, your interest in using as much steel as possible. You’d look for an architect who could develop a theme that incorporates metals throughout the project, especially in high-visibility areas.
When the Fabricators & Manufacturers Association International® (FMA) made plans to move closer to Chicago, a metropolitan area that is home to 10 million residents and the center of U.S. manufacturing, it enlisted such an architect and worked closely with him to develop its new headquarters in Elgin, Ill.
Many Partners, One Vision
FMA worked with PANCOR, a general contractor that manages real estate projects from start to finish. The company is a fully integrated developer, meaning it buys land, develops construction plans, hires contractors, and oversees the work. It does some speculation, building office properties for lease, as well as custom work, designing and constructing buildings to suit specific customers.
When the FMA executive staff was introduced to Aleksandr Vaysman of PANCOR, they knew right away that they had met the ideal architect. Vaysman holds bachelor’s and master’s degrees in architecture, is a state-licensed architect, is an accredited professional in Leadership in Energy and Environmental Design (LEED®), and has both domestic and international experience. Vaysman shared some of the duties with architect Steve Silva, a member of the American Institute of Architects and a LEED-accredited professional. Both architects took a keen interest in FMA’s project from the start.
During a preliminary meeting, the FMA team outlined the significance of the move. The location in Elgin would put FMA closer to the many fabricators in the Chicago region and the many other companies that directly or indirectly support FMA’s educational mission. The move also would locate FMA less than 30 miles from Harper College, Palatine, Ill., and its Metal Fabrication Lab, which was funded in part by a $500,000 grant from FMA.
Vaysman considered all of this and understood FMA’s significant and growing role in the metal fabrication industry.
“Rather than commute to its playground, this location allows FMA to be a part of it,” Vaysman said.
The building’s interior is a departure from the office floor plans of the past, which typically were structured and rigid. Spacious and flexible, the interior comprises office areas and several multipurpose meeting and working spaces. Two adjacent conference rooms can be used for small events or reconfigured to make a single conference room for large events. Other breakout spaces can be used for informal meetings, and several additional work areas are available for guests who need to attend to business while visiting FMA. The design isn’t intended for one thing, but essentially anything.
“The interior is very flexible in what FMA can do,” Vaysman said.
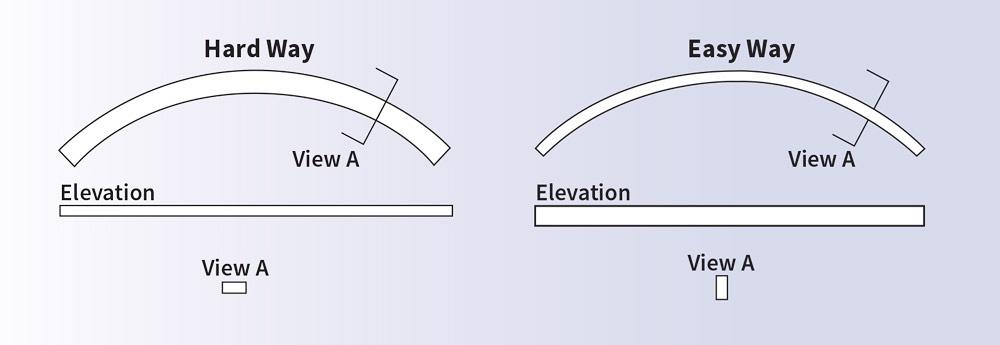
Figure 1
As their names imply, the hard way requires more bending force than the easy way.
As such, the building isn’t so much a headquarters as it is a hub. The building isn’t in this manufacturing-heavy environment, it’s a part of this environment. When FMA needs a larger conference area or a demonstration of a metal fabrication process, Harper College is nearby, and proximity to its many constituents in the area means that a wealth of metal fabrication expertise is just a stone’s throw away.
“This is a strategic move that helps our organization to better meet our needs and the needs of the industry,” said Vivek Gupta, president of Texas ProFab Corp. and chairman of FMA’s board of directors. “Education is the central element of FMA’s mission, and being closer to the FMA Metal Fabrication Lab at Harper College will help us facilitate cooperation, education, and training between our organizations. This move also brings us closer to a concentrated cluster of OEMs, suppliers, and advertisers along the I-90 corridor.”
Gupta emphasized the convenience and approachability of the new location.
“Being close to O’Hare Airport makes the organization more accessible to metal fabricators everywhere, both nationally and internationally,” he said. “It also puts us in the Chicagoland area, close to more than 40,000 industry professionals, giving us greater reach and flexibility in achieving our long-term goals.”
“This association is more optimistic about the future of metal fabrication than it has ever been,” said Ed Youdell, president of FMA. “We’re moving to where our largest customers have locations and looking forward to being located in the heart of our industry.”
Youdell sees this as a better way to serve anyone and everyone in this industry.
“One of our big goals is accessibility,” he said. “Anyone in metal fabrication is welcome to visit the headquarters, use it as a venue to hold a meeting, or even host a Christmas party. Anyone visiting a couple of the machine tool builders in the area is welcome to stop in between appointments, meet our staff, and have a cup of coffee. This building and everything it offers belong to the industry,” he said.
A Sign of the Times
While the building’s interior is a strong combination of versatility and functionality, the exterior is something else altogether. The big flourish is the structure that supports the company sign, which is in a high-visibility area, easily seen from highway I-90. This roadway has the distinction of being the longest interstate in the U.S., stretching from Boston to Seattle, and has a daily traffic volume of 90,000 vehicles in the Elgin region.
“Ed [Youdell] wanted something with quite a bit of wow factor,” Vaysman said. “We needed an icon that would symbolize FMA.” Vaysman considered FMA’s mission and mandate, and how it supports the metals industry, and came up with a vast structure that is 100 percent steel. Resembling a web, it has horizontal and vertical members that make up a frame and a series of other elements that create a sort of cross-hatched pattern.
But what at first glance appears to be a pattern is not. The web doesn’t have a repeated, predictable form. Consistency, repeatability, and symmetry are necessary for patterns, and these show up in nearly every manufactured product, architectural project, and indeed most of mankind’s endeavors. Consistency and symmetry often provide a pleasing aesthetic and a functional balance. Other factors such as cost, ease of assembly, and speed of assembly also benefit from projects that have regular, repeated, symmetric patterns.

Figure 2
When the three main pieces were unloaded, their initial locations were approximately where they needed to be.
However, symmetry denotes a certain cold predictability, so Vaysman discarded the notion of a symmetric pattern when he developed the web. For a project that is intended to have a strong visual impact, symmetry and consistency aren’t as interesting as a form that doesn’t have a set pattern. Rigid conformance to a specific pattern can steal the soul from an otherwise creative, unusual, thought-provoking project. Fluid and flowing, the web has an aesthetic appeal that most buildings lack.
“I wanted it to look like something from a dream,” Vaysman said.
After a preliminary sketch was worked up, the next question concerned the materials. Vaysman’s experience in structural elements is centered on conventional beams and channels. They are favored in construction because they can conceal quite a few things. Need to hide electrical cables or plumbing lines, yet still have access to them? Lay them into the web of an I-beam. Conventional sections also have other advantages in cost and ease of fabrication. These are traditional building materials, so ironworkers have no problem working with them.
However, discussions with the staff at Arlington Structural Steel Co., a subcontractor that PANCOR works with often, led Vaysman to consider other materials. Beams and channels look more industrial than artistic and wouldn’t lend anything to the aesthetic appeal of Vaysman’s vision.
Shortly after HSS entered the conversation, Vaysman knew they were on the right track. The strength-to-weight ratio of HSS is better than that of similar-sized profiles, and the mechanical properties, specifically the moment of inertia, section modulus, and radius of gyration, are better than those of comparable beams and channels. When installed as architecturally exposed structural sections (AESS), they have great visual appeal in addition to excellent mechanical characteristics.
This doesn’t mean that HSS don’t have a drawback or two. A hollow structural section has more steel in it than a comparable beam, so it is more expensive. It’s a matter of using each in the most appropriate application, and for HSS, it would be hard to find a better project than this one.
The two companies already had a long history of collaboration, so although Vaysman hadn’t yet done any projects with tubing, he knew he could count on Arlington’s deep reservoir of fabricating expertise. Much more than a subcontractor, Arlington is a partner to PANCOR, Vaysman said. The company was involved from the beginning and contributed substantially to the planning and execution of the project.
“We know the tricks of the trade and we understand complex design concepts,” said Lee Clarbour, vice president of Arlington Structural Steel.
The more the discussions progressed, and the more Vaysman learned about HSS, the more he liked what he saw. As the project moved past the preliminary design stage, he updated the design to maximize tubing’s cross sections.
“No other cross section had the right characteristics for this project,” he said. “They have a structural integrity that is perfect for this design.”

Figure 3
After some fine adjustments by the crane operator and manual jostling by the ironworkers, the pieces were aligned and fastened together.
However, this didn’t mean that Vaysman had a finished design yet. While he has the right background to develop and oversee a project of this scope, the web is an unusual structure, so he decided to outsource the modeling and load calculations. He relied on the expertise of Scott Wiercinski, a professional engineer and structural department supervisor for consultancy KJWW. Wiercinski provided the plan, a drawing of the finished structure, that would guide everyone throughout the project.
Although the web was now a bona fide project, it needed one more step. When Arlington’s staff received KJWW’s drawing, they went straight to the detailing coordinator, Yury Lishnevsky. He contracted Pacific Structural to turn the project drawing into a series of shop drawings.
As such, Vaysman provided a vision of the finished project; Wiercinski’s expertise refined the details of that vision so it could be a successful project; and Pacific Structural provided the specific dimensions for every component in it. Arlington’s role? In addition to fabricating the structure, its contribution included a continuous series of meetings, planning huddles, and brainstorming sessions to figure out how to turn this vision, a form with little in the way of right angles, repeated features, and consistent dimensions, into a reality. The Arlington staff didn’t have a lot of latitude to make changes in the design, but they did have some latitude and used their fabricating knowledge to make a big difference in how the project progressed.
Rolling Rectangulars. The first step in fabricating the web was rolling the two main sections, the top and bottom elements that give it its gentle curve. For this Arlington Structural turned to a local specialist, Chicago Metal Rolled Products, a fabricator that has been putting curves on big steel since 1908. Although it does some OEM work, making repeat parts, most of the company’s experience is in the custom jobs associated with architectural products. It has a century of data to rely on, which is a big help in successfully rolling plate, beams, and tubes.
Capacity wouldn’t be a problem. For the most part, Chicago Metal Rolled Products rolls 40-foot lengths, but it can handle beams and tubes up to 100 ft. or so, depending on the radius. The web parts weren’t too long, 56 ft., and the outside radius wasn’t severe at 50 ft. 6 in. However, this project seemed to go beyond the limits of steel.
“We had done similar tubes, similar in radius, but never with this wall thickness,” said Witold Sidor, an estimator/project manager for Chicago Metal Rolled Products.
While many factors influence the difficulty of a bend, three main ones stand out. The first concern is the ratio of the long side to the short side. If this ratio is close to 1-to-1, the likelihood for distortion is low.
The second factor is bending orientation. Rectangular tube can be bent in either of two directions, the easy way or the hard way. To bend the easy way, the long sides are the inside and outside of the bend (the intrados and extrados). To bend the hard way, the short sides are the intrados and extrados (see Figure 1).
The third factor is the wall thickness, which determines how well the metal reacts to tension and compression. In comparing two identical bends in two wall thicknesses, the heavier wall has more material available to flow where it stretches under tension; it also has more strength to resist wrinkling and buckling where it shrinks under compression.
The first two factors often are fixed by the design of the product, and the third factor is the only variable. That’s how this project played out. As conceptualized by Vaysman, the bent tubes, at 16 in. by 4 in., had a ratio of 4-to-1. That’s a long way from 1-to-1. Also, the design called for bending them the hard way, and although the radius wasn’t too aggressive, Sidor recommended beefing up the wall thickness. His concern went beyond mere wrinkling.

Figure 4
The legs facilitated alignment; the bolt tabs were necessary for fastening the sections together before welding.
“I thought the bending force might crush the tube,” he said.
Sidor estimated that he wouldn’t need much more material in the wall. He recommended adding 1⁄8 in., and this did the trick. The tremendous force the rolling process exerted on the tube reduced the dimension of the long side by about ½ in., but this was the only noticeable distortion, and Arlington was aware of this anyway.
Web Assembly, Part 1
While Chicago Metal Rolled Products was rolling the main horizontals, the other material started arriving at Arlington—a total of 18,750 pounds for the web and 9,400 for the four columns that support it, said Purchasing Agent Karen Gill—and the staff continued their work on the details. How does a fabrication team go about building such a project of this scope? It’s a bit like the only strategy for eating an elephant: one bite at a time.
One of the bites was a matter of fixturing the main horizontal and vertical pieces that framed the structure. Another bite, or series of bites, involved component fabrication. Pull a print, pull a length of tube from inventory, make a compound cut at each end, compare the part’s dimensions to the print, compare the part’s dimensions to the print again, and heck, why not check it a third time just to be sure? Then on to the next piece.
Then came the next round of head-scratching: How would the fabricators locate the end points for every member that would crisscross the frame?
None of this would take place at the destination, at least not at first. Arlington planned to build the structure twice. It would build the entire structure in its yard, then disassemble it and truck it to the building site where a team of ironworkers would assemble it and erect it.
“We had to build it in our yard to make sure everything would come together as planned,” Clarbour said.
Moving it would be almost as challenging as building it. One option would be to cut it up into all of the original pieces and hire a team of ironworkers to reassemble it at the site. Transportation would be quick, and some of the trucks could go without a permit, but assembly on-site would be a lengthy and therefore expensive proposition.
A second option was to cut it into three large pieces. The drawback is that a slow-moving semi with a wide load can’t rumble down a busy interstate. Every truck would require a permit, the route would be lengthy, and the pace would be slow, but reassembly would be fast.
The company actually had a third option, but it wasn’t too attractive. Moving it as a single unit by helicopter would be extremely fast but wildly expensive. It also would entail the risk of losing the entire project; if something were to go wrong, the pilot’s priority wouldn’t be to save the load, but to save the aircraft.

Figure 5
The web takes shape in Arlington’s yard in early September, about two months before the installation in Elgin. After the initial assembly, the alignment was essentially perfect, off by a mere 3⁄16 in. over its 56-ft. width.
Under the guidance of Shop Superintendent Ed Kostuch, Arlington’s executive team decided to go with option 2: transport the structure in three large pieces. In all, trucking it to the site took almost three hours; the upside to this plan was that reassembly would require just eight welds.
While the transportation plan was coming together, so was the web. As issues cropped up, the staff dealt with them as quickly as it could. Potential component interference was one problem that came up early in the process, and this is where the latitude came into play. The members that crisscross the web wouldn’t fit quite as they were laid out by Vaysman or KJWW’s Wiercinski. Not to worry, though, because Pacific Structural discovered the interferences and Arlington was aware. Making slight adjustments to some of the tubes’ end points wouldn’t be a problem.
Only one tube had an interference that couldn’t be avoided. No reasonable change in position would work, so the Arlington staff chose to cope it to accommodate the interfering tube. Better to cope one and hide it than throw off the look of the entire piece. It isn’t symmetric, but it is balanced, and the Arlington staff wanted no part of upsetting the balance.
The welding likewise needed some finessing. If the structure were to be welded in place, it would require quite a few welding positions, including overhead. The Arlington staff is perfectly capable of overhead welding, but starting the project face-down and leaving it face-down would require hour after hour of overhead welding. It would make much more sense to tack-weld everything, complete the welds on one side, then lift it, flip it, and set it back down to complete the welding on the face-up side. Much less fatigue, much faster welding.
The labor estimate and the labor required tell quite a bit about Arlington. Because every component was unique—a variety of lengths, compound cuts, unusual angles, and so on—the process was anything but an assembly line. Chief Estimator Val Kozdoy had no similar experience to draw from. He had to rely on more than a little guesswork to figure the number of labor-hours for all of the cutting, coping, grinding, and welding. Even providing a little extra time for rework was based more on instinct than information.
“That’s why we call it estimating,” quipped President Rick Clarbour.
Kozdoy estimated 1,350 hours. The project required 1,320 hours. He was within 2.5 percent.
Rework was minimal. “Nearly all of the components were right on,” said Paul Liszka, one of Arlington’s layout and fitter crew. “Pacific Structural did a really nice job on the drawings.”
Then the web structure was ready. After making eight surgical cuts, the Arlington staff trucked three vast components, four supports, and a liaison, Fitter James “J.D.” Hanlin, to 2135 Point Boulevard.
Web Assembly, Part 2
Show time was 7 a.m. on Nov. 1, 2016. The sun hadn’t yet come up, but the assemblers, ironworkers from Schmidt Steel, were ready to go at first light. Within an hour or so, the two supports had been unloaded, set in place, and fastened to their footings. Then it was time to reassemble the web.

Figure 6
Just a few more passes, some grinding, and this joint will be ready.
Its flowing, streamlined structure wasn’t quite streamlined at this point. The gentle curves were interrupted by a series of tabs and legs that stuck out from the structure (see Figures 2 and 3). Arlington Structural knew that it would be nearly impossible to align the three vast, curved items at the job site if they were simply set down on the parking lot. They planned for this by welding temporary legs to the structure so each component could stand on its own in the right orientation and at the correct height, next to the adjacent component, for ease of alignment (see Figure 4).
After the crane operator set each component in place, the gap between each was just a few inches. Pairs of large tabs allowed the ironworkers to check the alignment. If the tabs lined up, the components lined up, and the crew would be ready to draw the pieces together.
The original alignment, measured in Arlington’s yard, had been essentially dead-on (see Figure 5). From one end to the other, it was within 3⁄16 in. across the entire width and length. After the structure was cut apart, trucked, set down on its legs, and clamped, the alignment was still almost perfect, off just 3⁄8 in. from one end to the other.
After the alignment had been checked and declared acceptable by Hanlin, the ironworkers went into overdrive, welding and welding and welding, then grinding, grinding, and grinding, until the eight welds were complete (see Figures 6 and 7). They removed the legs and tabs by grinding down the welds and urging them along with taps from a sledgehammer.
Suddenly the big moment was at hand.An experienced crane operator is worth his weight in gold, or at least titanium, and the owner of Red E Crane came through. Randy Millington did most of the lifting; Schmidt ironworkers used two boom lifts to help lift and guide the load. Although the lifting crew had to stop the process a couple of times to move one of the boom lifts and to make a few other adjustments, the waiting finally came to an end when they hoisted the structure into position just a few inches above the supports.The action seemed to stop, but it didn’t. It was just a slow process, fractions of an inch at a time, until the structure reached its resting place atop the supports. It wasn’t yet 5 p.m.
Not a bad day’s work.
Not a Decorated Shed
A common question in architectural design is this: Duck or decorated shed? Many buildings get zero style points and qualify as decorated sheds. Perhaps 99 percent of the buildings in any urban area are merely rectangular. Without looking through the windows, it’s impossible to tell whether such a building is a restaurant, a bank, a clothing store, or a library. If the window shades are closed, the sign is the only way to identify the building’s purpose. The average building is little more than a shell that keeps the weather out, and it’s no more noteworthy than a shed.
A building shaped like a duck is a different matter altogether (see Figure 8). A duck-shaped building is unforgettable, and immediately registers to any and all passersby, even those who aren’t terribly observant, that this is a really large duck. It can’t be overlooked and it isn’t likely to be forgotten.

Figure 7
Schmidt Steel’s ironworkers fortified the fasteners by using C-clamps to bring each joint into its final alignment.
“The Big Duck leaves no doubt as to its purpose,” Vaysman said, referring to the retail store originally built for selling ducks and duck eggs. Likewise, the web on FMA’s building symbolizes everything that FMA stands for.
“Anyone who sees this huge steel structure will have no doubt about the nature of FMA,” he said.
It’s not just a showcase of metal fabrication, but the best that the industry has to offer, Vaysman said.
“When a craftsman wants to show his capability, he does something unusual,” Vaysman said. “Often artists make things symmetric. A symmetrical project is easy to comprehend, faster to build, and less costly, but this structure isn’t like that. This shows that an American metal manufacturer is very capable and can make anything happen.”
Contributing Editor Eric Lundin can be reached at ericl@thefabricator.com.
Arlington Structural Steel Co. Inc., 847-577-2200, www.arlingtonsteel.com
Chicago Metal Rolled Products, 800-798-4504, www.cmrp.com
KJWW Engineering Consultants, 309-788-0673, www.kjww.com
Pacific Structural Inc., 815-462-8910
PANCOR Construction & Development LLC, 847-551-9195, www.pancor.com

Figure 8
Constructed in 1931 in Flanders, N.Y., The Big Duck was conceived as a retail shop; its owner, farmer Martin Maurer, used it for selling ducks and duck eggs. Unlike a decorated shed, the building needs no sign to explain what it is.
Red E Crane, 630-690-7333
Schmidt Steel Inc., 630-327-1836
Silva Architects Ltd., 847-841-1500, www.silvaarchitects.com

About the Author

About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





{kind=link}