















Cutting tube in a recut operation
How to decide on a method and equipment
 |
Tubing can either be cut to length on the tube mill while it is being produced, or it can be cut in an off-line recut operation. Each of these methods carries advantages and disadvantages, depending on tube mill speed, length of tube to be cut, accuracy, and end condition of the cut.
Cutting tube on the mill eliminates the extra tube handling involved with off-line recutting. Floor space for storing mill bundles can be saved and damage to the tubing minimized by using high-speed automated packaging systems.
Off-line recutting eliminates the need for high-speed flying cutoff dies to keep up with the mill, which can cause length accuracy problems. It also eliminates the need for frequent diameter changes, which can cause inefficiencies.
Tube mills have to be run at certain speeds to maximize tube production and tube quality. Tube form, weld strength, weld scarfing, and straightness are important factors. Weld annealing or tube coating can also be factors.
The main concern is always the number of feet of quality tubing the mill produces over a certain amount of time. The cutoff operation is secondary and controlled by the mill speed.
An easy calculation can determine if the production length should be cut on the mill or moved to a recut. For example, if the mill is running at 300 feet per minute (FPM) and the cutoff length has to be 5 feet, the flying cutoff press should be able to cut at least 60 cuts per minute (300/5 = 60).
Either an increase in mill speed or a decrease in length would require a faster cutoff cycle. Since most flying cutoffs are limited to perform at a rated cycle, mill speed would have to be reduced to match the cutoff capability, or an off-line recut operation would be required.
Considerations for Recutting
If a recut operation is found to be the more efficient method, several aspects must be considered when choosing the cutoff method.
The first consideration is the tube material. Is it mild steel, copper, aluminum, stainless steel, other hard or soft alloy, or plastic? The next consideration should be the production requirement: a one-piece order, low volume, or millions of cut pieces of tubing. Length tolerance requirements or the option to feed a secondary operation should also be considered when choosing a cutoff. Cut quality becomes very important if the tube is loaded over a bending mandrel or if the tube becomes part of an assembly.
 |
| Figure 1: In dual-blade shear cutting, after the tube is securely clamped by the dies, the horizontal blade scarfs the top of the tube. |
How the tube is supplied from the mill also influences the decision. Is it supplied in coils or bundles? Is the stock mill length tubing dimpled, or does it have a draw point? Either one must be removed by an end trim cut, which should be an automatic function of a recut operation.
The saw is the most conventional cutoff method. Tube sawing machinery can be classified into two major categories: the rotary blade saw and the band saw. Both saws can satisfy a range of cutting requirements.
Saws are suitable for low-to-medium production requirements. They generate saw chips, which can cause blemishes and interference with secondary operations, such as mandrel bending. Sawn tubes often must be cleaned by washing, which can add to the cost.
The tooling cost per diameter is low with saws, although blade replacement and sharpening can add to the cost.
The lathe cutoff can also be divided into two major categories: rotating tube/ stationary tools or stationary tube/rotating tools. Either machine can be used with parting tools or with a roller blade. Parting tools involve a kerf loss, while the roller blade parts the material without a material loss.
In general, a lathe cutoff results in a good, clean, square cut that can be chamfered in the same operation on three sides (two outside ends and one inside end). It is suitable for cutting heavy wall thicknesses and larger tube diameters. The work cycle for diameters to about 3 inches can result into 300 to 500 cuts per hour, making it suitable for short-run production.
A third major cutoff category is rotary cutting. This method is suitable for cutting softer tube materials such as aluminum or copper. There is no kerf loss, allowing maximum material usage.
Rotary cutting can result in a large inside burr, diameter distortion, and metal fatigue, which can cause tube end working problems. Using the rotary knife on harder materials, such as steel or stainless steel, will cause premature tool wear.
The fourth category is shear cutting. Shear cutting is divided into three distinct categories: the single-blade shear (guillotine), the support shear (over a mandrel), and the dual-blade shear.
The single-blade shear is used frequently on the mill. Tooling is simple and light, and the cut has a dimple.
The supported shear uses an inside mandrel and outside shearing rings. It cuts without a kerf loss at rates of less than one second per cut. The fit over the mandrel is important to make a square and undeformed cut. This requires the stock tubing to be finished on the inside diameter (ID) and to be dimple-free.
Supported shear cutting can handle very light or very heavy walls and tough materials (including austenitic stainless steel). A long stock length must be fed over the mandrel, and damage can occur to the ID.
The remainder of this article focuses on the third type of shear cutting: dual-blade shear cutting.
Dual-Blade Shear Cutting
Dual-blade shear cutting can be applied at the tube mill or as a recut operation off-line. This method is suitable for cutting mild steel tube diameters from 1/8 to 5 inches and wall thicknesses up to 3/16 inch. The cut is made in less than a second, and the resulting tube ends are square and free of dimples and chips.
The dual-blade shear cutting method has been used since World War I. Today's tooling materials, machines, and computerization have helped make cutoff equipment faster, more reliable, and more user-friendly. Shear cutting equipment from simple press die sets to numerically controlled (NC) self-contained cutoff machines is available.
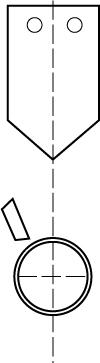
Dual-blade shear cutting uses a horizontal blade and a vertical blade that shear the metal against a set of die clamping blocks. After the tube is securely clamped by the dies, the horizontal blade scarfs the top of the tube (see Figure 1). Scarf depth ranges from 50 percent of the wall thickness for heavy-gauge (9 to 14 gauge) material to 75 percent for lighter gauges.
At the completion of the horizontal cut (see Figure 2), the vertical blade enters the prenotch and completes the cut (see Figure 3). The chips are pushed through the tube and clamping dies. The blades are returned to the starting position, the tube is unclamped, and the shear is fed for the next cycle.
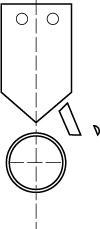 |
| Figure 2: After the horizontal cut is complete, the tube is ready for the vertical cut. |
The entire cutting process takes place in a fraction of a second, allowing production rates of 2,000 to 4,500 pieces per hour. The variable in time is the actual feed time of the tube length.
Secondary Operations
Sometimes, cut surface appearance requirements determine the cutting technique to be used. Shear cutting typically produces a coarse appearance with sharp inner and outer edges. If the tube is welded into an assembly or it is capped, the appearance of the cut is not as important. However, if the tube ends are visible or will be handled by consumers, a finishing operation is needed.
A secondary operation such as deburring or tube end finishing can be combined with recut operations. Tube can be deburred by an in-line brush deburring machine. With this machine, a tube is rotated in front of a cylindrical wire brush that deburrs the inside and outside ends. To finish the tube ends, an end finishing machine chamfers the inside and outside and faces the ends. One operator can oversee the operation from tube bundle loading to the packaging of finished tube lengths.
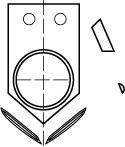 |
| Figure 3: After the horizontal cut is finished, the vertical blade enters the prenotch and completes the cut. |
Shear Blade Sharpness and Lubrication
Cut quality depends on tool sharpness and the use of correct cutting clearances between the blade and die steels. Ten percent is a good average cutting clearance, resulting in 30,000 to 50,000 cuts on 16-gauge mild steel between sharpenings. Lighter gauges can attain higher numbers, especially by using blade lubricants.
The cutting steel must be kept cool and lubricated during the cutting operation to extend tool life between sharpening. Recent advancements in high-tech cutting fluids have increased tooling life significantly.
Cutting oils are sprayed in minute amounts onto the cutting surfaces, lubricating and cooling the tools. For wall thicknesses of more than 16 gauge or for ferritic stainless steels, blades and dies require a higher degree of cooling. This can be achieved by flood cooling using a stream of water-soluble cutting fluid (20:1 to 10:1).
Although dual-blade shear cutting is suitable for high cut part requirements, it applies only to one specific segment in tube cutting. Mild steel up to 100,000 PSI tensile, wall thicknesses ranging from 22 to 9 gauge, and diameters up to 5 inches are within the spectrum. Soft material such as copper, aluminum, or austenitic stainless steel or hardened material such as boron steel or chrome-nickel alloys cannot be cut successfully with this method on a production basis.
Growing demand from the automotive industry to deliver cut tubes Just-In-Time (JIT) for automotive assemblies, as well as quality demands from recreation equipment and furniture makers, is making cutoff an important factor for tube producers. They need to consider carefully their customers' requirements and all the available equipment options when choosing a cutoff method.
About the Publication
subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
