















Designing for laser cutting
Fortify your front line by designing tubular parts to maximize lasers capabilities

A revolution is under way in the tube fabrication industry. The revolution is being driven by the need for manufacturers to fabricate tubular products faster, more accurately, at lower cost, and with shorter lead-times than before. The enemies in this fight are a shortage of skilled labor, increasing labor and material costs, lower product volume demand, and the growing threat of low-cost overseas suppliers.
As a participant in the tube fabrication war, you can choose to continue to battle using the same tried-and-true weapons you have always used, or you can look to gain a new advantage over your opposition. As in any war, the soldiers fighting the battle depend on increasingly better weapons. The newest tube fabrication weapon is automated laser tube cutting equipment.
The same benefits that advanced the growth of flat-bed laser cutting—flexibility, speed, automation, and quality—drive the growth of automated laser tube cutting as well. Lessons learned from 2-D lasers have improved today's laser tube cutters; as a result, they are far more reliable, more powerful, and better developed than early flat-bed lasers were.
The greatest value of laser tube cutting becomes apparent when you take the laser's capabilities into consideration during a product's design stage.
Know Your Weapon to Maximize Its Capabilities
Automated laser tube cutting is a powerful new weapon that can help you gain ground, especially if you design for the laser process to take best advantage of the technology. To do this, you need to first understand how it works.
The automated laser tube cutting process begins with a part print or a 3-D CAD drawing. The first step is to import a CAD drawing into the laser's programming software and then use it to automatically create a laser cut path. The cut path is then automatically translated into the machine code that the machine needs to run the part (see Figure 1).
Once the code is created, the next step is to load a tube or bundle of tubes into the machine. The tubes are automatically measured and then fed into a rotary chuck. The chuck drives the tube in a linear and rotary fashion under the laser beam. The finished part is then automatically discharged from the machine.
Take Advantage of Laser's Speed, Flexibility
Rapid Prototyping. A laser tube cutter's speed makes it suitable as a rapid prototyping system (see Laser Tube Cutting Case Example). You can take a part from concept to fabricated tube in minutes; as a result, you can create multiple prototype iterations, accelerating completion of a final design.
Reduce Time to Market for New-Product Development. Fabricating tubes by conventional methods requires a number of traditional tooling-intensive and labor-intensive steps. In contrast, laser technology lets you quickly and easily design, cut, and test your prototype designs. Engineering changes can be accomplished via simple programming changes. Laser technology lets you shrink the development cycle by eliminating hard tooling lead-times and costs.
High or Low Volume. Automated laser tube cutting machines can run high-volume parts by utilizing automatic loading and part unloading, while also being able to cost-effectively cut a low-volume, high-product mix of tubular components because of the fast setup and changeover—roughly three minutes.
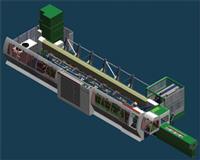
Figure 1. The automated laser tube cutting process begins with a part print of 3-D CAD drawing. Then the CAD drawing is imported; a laser cut path is automatically created; then translated into the machine code; and the part is cut.
Stop Fighting the Fit-up Battle. The improved accuracy that can be achieved by laser-cutting tubes helps eliminate joint fit-up problems. Accurate fit-up reduces gap problems and eliminates downstream costs, such as hand finishing or grinding. Better fit-up enables consistent robotic welding.
Eliminate Hard Tooling. Substituting laser processing for hard tooling lets you eliminate tooling investment and lead-time. This can shave weeks off of a project's schedule. At the same time you can gain the flexibility to change feature locations with a simple update to the laser program rather than another trip to the toolmaker.
Designing Parts for Laser Decreases Their Cost
A manufacturing axiom states that 70 percent of a product's cost is determined during the design stage. Once the design is set, the manufacturing department or the contract shop is faced with the challenge of trying to squeeze cost and profit out of the remaining 30 percent.
The biggest payback for your automated laser tube cutting investment occurs when you take full advantage of it by designing products specifically for the laser process.
A laser can cut a tube to length and create any shape of end cut or openings in the tube side wall.
Reduce the Number of Components in an Assembly. Because lasers can make intricate cuts very accurately, some components can be designed to be cut from one piece, rather than several pieces. For example, instead of cutting a picture frame from four separate parts mitered at each corner, you can cut the frame from a single square tube that is notched and then bent to form a frame (see Figure 2).
Cutting a component from one piece, rather than four, reduces part handling, simplifies fixturing requirements, and reduces labor costs.
Eliminate Fixtures. You can reduce or eliminate fixturing costs by laser-cutting parts with self-fixturing hook-and-slot designs (see Figure 3). This can speed up the manufacturing process and eliminate assembly errors.
Cut Irregular-Shaped Tubes. While automated laser tube cutting equipment excels at processing round, square, and rectangular tubing, it also can easily process alternative tubing shapes such as ovals, D-shaped tubes, elliptical tubing, and special shapes. Usually product designers shy away from these nonstandard tubular shapes because they can be difficult to fabricate using conventional processes.
Create Radius Corners From Square Tube. Another example of designing for the laser process is using a laser to create a radius corner from a square or rectangular tube (see Figure 4).

Figure 2. Some components, such as this picture frame, can be redesigned to be cut from one piece, rather than several pieces. Instead of cutting a picture frame from four separate parts mitered at each corner, you can cut the frame from a single square tube that is notched and then bent to form a frame.
Create New, Innovative Parts. You can use a laser to create new, innovative, appealing products. New-product innovation is a surefire way to differentiate you and your capabilities in the market. A laser tube cutter's high cutting efficiency, combined with its ability to cut any shape profile on tube ends and any shape opening in a tube side wall, can dramatically increase the manufacturability of unique and innovative tubular assemblies. This opens up additional degrees of design freedom for product designers, releasing them from the constraints of conventional mechanical fabricating equipment.
Do Rapid Prototyping. MG Products Inc., Elkhart, Ind., a laser tube cutting job shop, was contacted by a truck rack manufacturer to help cut tubes for a new design. MG used its laser tube cutter as a rapid prototyping system. Going from concept to fabricated part in minutes allowed multiple iterations of prototypes, accelerating completion of a final design that took advantage of the laser's unique capability. The entire project took just four weeks from the very first phone call until the product debuted at SEMA 2007 (Specialty Equipment Market Association).
Bringing it All Together
By giving your designers the freedom to design new tube shapes, you can increase product appeal by creating aesthetically pleasing fabrications (see Figure 5).In the end, the manufacturing battle is likely to be won by the tube fabricators who arm themselves with state-of-the-art weapons and by those who use them most effectively. You owe it to your troops to find out why automated laser tube cutting may be your best ally.

About the Author
About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
