















Global Product Manager, Subarc Filler Metals

What do you do when you need to repair a worn surface on an item such as a nozzle, ball valve, roll tool, or a shaft? Or, let’s say you’re designing a component that needs excellent wear resistance, but the best material for the application is prohibitively expensive? In such cases, cladding might be the way to go.
Cladding, the process of adding a layer to an existing workpiece in either the manufacturing or repair stage, often is used to deposit a specially alloyed material onto the component’s surface. It is usually more cost-effective to apply the specialty layer only where needed rather than fabricate the entire structure from the more expensive alloy.
Cladding can be done in a number of ways, but one of the most flexible is weld cladding. All welding processes can be used for cladding, but constraints in the physical requirements make some welding processes better suited to the process than others. For example, gas tungsten arc welding (GTAW) is not well-suited to cladding large items or areas that need a large amount of buildup. GTAW’s typical deposition rate, about 5 pounds per hour, is too low for big jobs. On the other hand, GTAW can be an excellent candidate when cladding in restricted areas, such as on the ID of a small-diameter valve.
Strip cladding processes are well-suited for applications that require high deposition rates. They have been used for decades. One of the most commonly used processes, submerged arc strip cladding (SASC), also is one of the most productive, offering deposition rates of about 33 lbs. per hour.
However, technologies change, and advancements in consumables have made electroslag strip cladding (ESSC) a good alternative to SASC in some applications, such as oil and gas, pressure vessel, and petrochemical. ESSC can save time and material costs and increase the deposition rate. SASC and ESSC are the formal designations, but the processes commonly are called SAW and ESW.
ESSC and SASC are similar processes, but they differ in that SASC uses an arc while ESSC is a resistance heating process. The arc in SASC runs along the entire strip width. Because the weld pool penetrates the base material, dilution levels typically are about 20 percent.
ESSC uses a delivery system to feed the strip, much like wire is fed through a gun in a typical wire welding process. Because ESSC is not an arc process, heating takes place in the flux, which is conductive. The heat melts the strip and base material into the liquid slag, which then is transferred into molten metal that is deposited onto the base material. The strip actually rides on top of the slag system created by the flux, protecting the weld (see Figure 1).
ESSC’s dilution rate is low, typically about 10 percent, and it provides favorable deposition rates, travel speeds, and flux consumption. The heat input of the two processes is comparable.
Because the dilution rate with ESSC is low, the process often can be completed by applying just one layer of material at a standard travel speed, whereas two layers typically are required when using a high-speed ESSC flux. This reduces the consumable cost by half. The typical travel speed offered by the ESSC process is double that of SASC, 10 inches per minute compared with 5 IPM. ESSC has a high deposition rate, in some cases reaching 55 lbs. per hour.
Another time-saving benefit of the ESSC process stems from the electroslag refining that occurs when the molten metal passes through the slag bath. This results in cleaner weld metal with lower oxygen levels, which means less postweld cleaning is necessary for some applications.
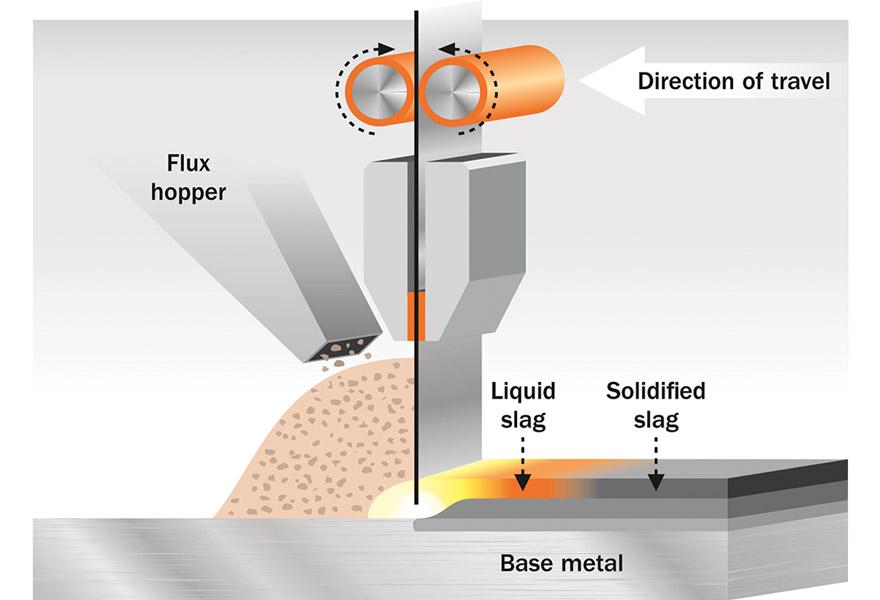
Figure 1a
Electroslag strip cladding (ESSC) can take one of two forms: a single hopper of flux to cover the leading edge of the weld (a) or two
hoppers to cover both the leading and trailing edge (b).
To achieve the desired weld metal composition, it’s important to choose the right combination of strip electrode and flux and to use the optimal welding parameters.
ESSC may require investing in more equipment than SASC, a factor that could make some companies hesitant to consider the process. Cladding is typically a continuous operation that requires high amperages and high duty cycles.
However, the productivity and efficiency gains that result from the increased travel speeds and deposition rates, lower dilution rates, and reduced use of welding consumables mean the return on investment can be a few months.
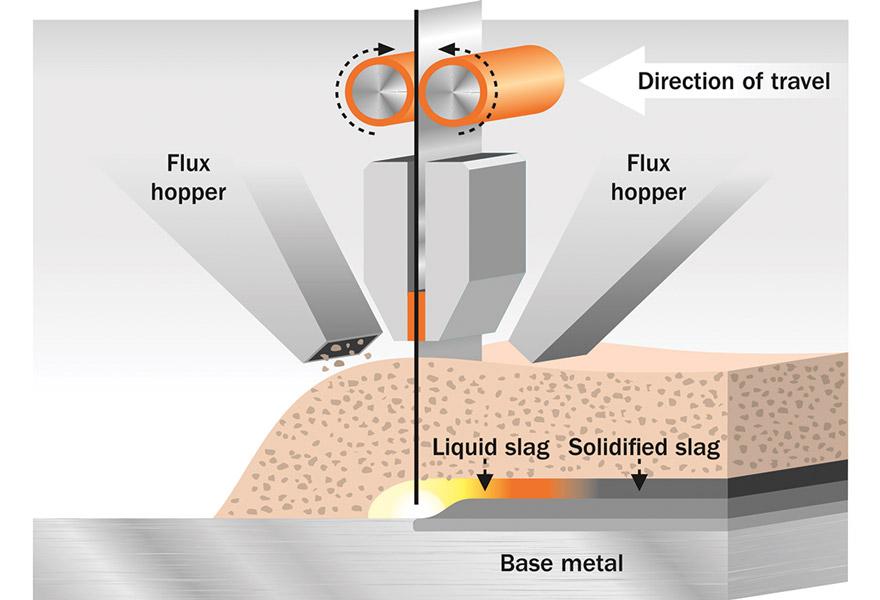
Figure 1b
Electroslag strip cladding (ESSC) can take one of two forms: a single hopper of flux to cover the leading edge of the weld (a) or two
hoppers to cover both the leading and trailing edge (b).

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





