















Sales Manager
 |
The first machines developed were large, upright, stationary systems that could be used only for workshop applications. These systems also had to make several rotations to complete a joint because only single-level power supplies were available. To make consistent welds, they had to make a preheating, penetrating, and profiling pass.
This multipass welding was acceptable at the time because it produced good, repeatable results. But today's technology allows a single-pass weld to be made with improved results.
Orbital welding is a technique that allows complicated or difficult tube shapes to be joined. The orbital technique often is confused with the rotary technique, which is suitable only for straight and equally balanced components.
In an orbital welding system, the weld head and the component remain stationary, while only the electrode carrier rotates. The weld head has an internal gear that holds the tungsten electrode that rotates around the component.
An orbital welding system comprises two main components: an orbital welding power supply and an orbital weld head.
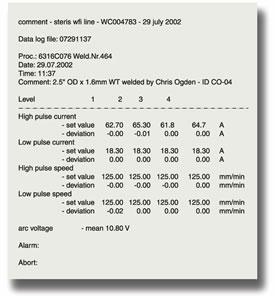 |
| Figure 1 This sample log data file shows details of the set welding current and travel speed and indicates maximum deviation in each level to two decimal places. |
These two components work together as one system to produce a weld profile with minimal heat input to control distortion and dimensional accuracy.
Power Supply. A computerized welding power supply controls an orbital welding system. The power supply controls and monitors welding current, rotation speed, and wire feed functions. The power supply also monitors arc voltage to detect any changes in arc behavior.
Orbital welding power supplies can store approximately 2,000 welding procedures, including details of the welding parameters and the application specifications.
They also incorporate a weld data logging facility that allows the operator to record details of each weld made by the system. Each data log file can include details of the set welding current and travel speed and indicates maximum deviation in each level to two decimal places. The log file also can indicate average arc voltage for each level (see Figure 1).
Most power supplies have straight DC outputs, but AC/DC output has been introduced, allowing nearly all alloys to be welded with one system. The AC output can be particularly useful in welding aluminium and aluminum alloys. With AC-output systems, AC balance and frequency can be controlled, as well as the normal current and travel speed.
Weld Head. The most commonly used weld heads in the aerospace industry are fully enclosed. These heads clamp around the component and create a full enclosure around the weld zone, which is filled with inert gas to protect the weld pool.
Enclosed weld heads use a rotating horseshoe-shaped rotor that holds the tungsten electrode. This rotor rotates inside the weld head while the workpiece and weld head remain stationary.
 |
| Figure 2 Trent 900 Aeroengine Photo courtesy of Rolls Royce Pc, Chantilly, Va. |
Several types of parts in the aerospace industry are joined using the orbital welding process.
Aeroengines. Orbital welding is used extensively to manufacture and repair aeroengines (see Figure 2). Aeroengines have a complex network of tubes for a range of applications. Some of the tubes can be welded externally, while others need to be welded on the inside bore of the tube. For these internal-bore welding applications, enclosed weld heads can be used with some special fixturing and tooling.
Ejector Seats. Ejector seat gas control systems also can be welded orbitally (see Figure 3). Microweld heads can be useful for some of the compact tube designs used in these seats. Tubes for the propulsion and balance systems can be welded orbitally.
 |
| Figure 3 Ejector Seat Photo courtesy of Martin Baker Aircraft, Arlington, Va. |
Fuel Distributors. Pipes that distribute fuel and other fluids also can be welded using enclosed weld heads, which clamp on one side of the pipe. This allows a full range of fittings to be welded. Similar pipes also can be used for other services, such as hydraulic lines and lubricants.
Ducting. Ducting components also can be welded using enclosed weld heads. Different configurations can be welded, such as tube-to-tube and tube-to-fitting joints. Orbital welding equipment also has been used in manufacturing gimbals, bellows, and flexible tubes.
Instrumentation. Electronic and instrumentation components frequently are welded using orbital welding equipment. Various shapes, sizes, and materials can be welded.
These instruments often have cables attached, and orbital welding helps to prevent the cables from twisting during welding. It's important to control closely the heat input on instrumentation, which usually contains sensitive components that can be destroyed by excessive heat input.
Structures. Weight is a major issue in aerospace components, which usually are made from hollow sections and lightweight material. Structural components typically are manufactured to tight tolerances so, again, heat must be controlled accurately to eliminate excessive distortion or shrinkage.
 |
| Figure 4 |
Two joint designs are common in orbital welding: the square-edge butt weld and the integral filler butt weld. The joint design typically is chosen for a specific reason. Many applications in the aerospace industry require the integral filler design, which produces a good weld profile and also assists in weld joint alignment.
Square-edge Butt Weld. A square butt preparation can be used for fusion welding applications (see Figure 4). Usually, materials up to 4 millimeters thick can be welded in a single pass with a square butt design. This 4-mm limit depends on the exact composition of the material being welded.
When performing square butt welds, it's essential that the tube ends are machined to produce a good fit-up. The resulting weld will be flush on both the inside and outside. Raised profiles can be achieved by running multiple-pass procedures.
 |
| Figure 5 |
Integral Filler Butt Weld. Integral filler butt designs are used for applications in which filler material may be advantageous but the use of an open-arc weld head is impractical (see Figure 5).
An integral filler joint leaves a more conventional weld profile than a flat profile produced on a standard autogenous orbital weld–which is flat inside and out–with a small reinforcement on the internal and external surfaces of the tube.
Steve Purnell is a welding engineer and sales manager for Orbimatic GmbH, Floesserweg 17, Busek, D-35418, Germany, +49-6408-90260, fax +49-6408-9026-50, orbimatic@t-online.de, www.orbimatic.com.


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





