















French tube fabricator meets volume increase with orbital welding
Attains repeatability, precision on thin-walled stainless steel tubing
 |
| Heat exchangers and pressure vessels, major components of pharmaceutical systems, are now orbitally welded. |
CMI Enterprise is a 107-person fabricating shop located in the scenic region of Saint Sylvain D'Anjou, France, serving the pharmaceutical, cosmetic, and chemical industries. Founded in 1978 with just six employees, CMI began working with the petrochemical industry in 1982. Today 70 percent of that work is for export, pri-marily manufactured for GDF (Gas de France), a large French gas company.
Growing Pains
CMI began to experience growing pains when its pharmaceutical and other process industries' project backlog started increasing. It needed to become more efficient.
The company also had opportunities to expand its other process equipment and heat exchanger business for the high-purity and power industries. This type of process equipment involves the manufacture of small-diameter, thin-wall stainless steel tubing ranging from 5 millimeters to 76.2 mm, in materials such as titanium, duplex stainless steel, and INCONEL® alloys. The largest pipes are 152.4 mm in diameter.
In all of these instances, smooth welds are necessary to prevent contamination and eliminate the possibility for corrosion at the weld joints, not only in pharmaceutical applications, but in other process industries.
Researching Orbital Welding
The company researched ways in which it could consistently weld these small-diameter, thin-wall tubes at an accelerated pace to keep up with increasing demand. "We asked ourselves, 'Should we do it by hand, or perhaps is it time to consider orbital welding?'" CMI Production Manager Christian LeClerc said. "Our welders are very good and adept at producing welds having smooth interior faces, but the manual process is much slower."
About that time a large pharmaceutical client's contract stipulated the use of orbital welding within a clean-room
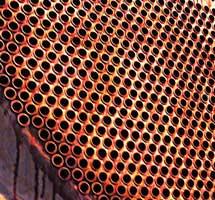 |
| The tube-to-tube-sheet welding is complete and has undergone a liquid (in red) penetrant inspection. Liquid penetrant and ultrasonic testing are the most common inspection tools to verify orbital weld joint quality. |
environment on all of the project's tube welds. The European Hygienic Engineering & Design Group (EHEDG) guidelines suggest the use of orbital welding wherever possible for pharmaceutical and food processing equipment.
"We needed to be more productive, yet maintain our high quality. We need very smooth surfaces," LeClerc said. Pharmaceutical products manufacturing is highly regulated—and those regulations are unusually strict. Weld quality is extremely critical, and the final product must be free of microbial growth and other external contaminants. In fact, EHEDG addresses these concerns, describing the optimal interior finish, joint shape, form, design, and material (see sidebar). The company adopted the EHEDG guidelines.
Orbital welding offers strength, integrity, and corrosion resistance, as well as low distortion, low residual stresses, crack-free deposition, superior mechanical properties, and excellent weld seam quality, according to orbital welding equipment manufacturers. Most thin-wall welding is done without filler wire; for medium-wall tubes used in petrochemical installations, filler wire is used.
In addition, orbital welding offers consistent welds and deposition rates, according to equipment manufacturers. Because the welding parameters are programmed into the power supply control unit, all welding parameters are achieved consistently and maintained at maximum rates. Every weld is identical.
CMI constructed a clean room for the pharmaceutical project, purchased its first orbital welding equipment, and began to use automated welding.
"We decided the time was right for orbital welding for all of our process industry projects," LeClerc said.
 |
| Fabricators who do tube-to-tube-sheet welding can perform orbital welding on both flush and protruding joint designs, even in areas of restricted access. |
Orbital Welding in Use
For the process equipment and heat exchanger projects, CMI selected orbital welding equipment from Polysoude (U.S. division is Astro Arc Polysoude Inc.). Using orbital welding, CMI has increased productivity rates because the process is less labor-intensive than manual welding. A welder can make more welds per day because the weld presents a regular geometry without overlay and requires no secondary operations, such as grinding or cleaning. Also, because the orbital welding equipment is automated, welders can monitor several welding units simultaneously.
Since that time CMI has used orbital welding for tubes from 5 mm to 60 mm in materials such as titanium, INCONEL alloys, and 304 and 316 stainless steel—not only in its plant, but also under difficult conditions at customer locations. It has used orbital welding equipment in the fabrication of entire processing plants, boiler systems, skidded assemblies, clean rooms, and large heat exchangers. Currently the plant's primary activity revolves around tube diameters between 25.4 and 76.2 mm.
Today the company has five gas tungsten arc welding (GTAW) orbital welding systems, including three closed, one open, and one tube-to-plate welding heads. Four of the units are continually used in the field by the company's installation teams. The 20 people comprising the installation teams include at least one orbital welder for each portable unit.
"We have developed a good feeling toward orbital welding," said LeClerc. "We have a very reliable process, having established precise preparation routines for our welders to follow. The process is very simple and easy to understand." And when there is no deviation from the process, he added, orbital welding offers the comfort to the customer of excellent, repeatable welds.
"For welding pharmaceutical tubular products, it is not always necessary to have a skilled welder," LeClerc said. It may seem odd to hear that experienced welders are not needed to weld tubes in the high-purity pharmaceutical environment, but that fact is a testament to the repeatability and precision obtained with automated orbital welding equipment, according to CMI. LeClerc added, "However, for petrochemical processes with thick-wall tubes, where the penetration is important, we use skilled, licensed welders."
CMI trains employees already familiar with tube fabrication, as well as experienced welders, in the techniques of orbital welding. "What we want are people with a good aptitude for following the process procedures, an understanding of which programs to apply to various applications, and the ability to recognize when something is not correct," LeClerc said. Once the program is developed and stored in the power supply's control, repeatability is ensured.
Quality control inspections for orbital welding follow the same procedures as for manual welding at CMI. However, because of "the regularity of the automated process, if the first joint is good, we know that it is safe to assume those following welds also are good," LeClerc said.
Still, the first weld of the day produced by each automatic welding machine is designated as a sample, to ensure that the temperature is correct, the heads are clean, and that the entire process is operating correctly. Sub-sequently, a new sample may be produced every 10 to 20 welds, depending on the product, to ensure that everything has remained stable.
| Hygienic Equipment Design |
| Guidelines from the European Hygienic Engineering & Design Group (EHEDG), promulgated between 1991 and 1992, address materials of construction for equipment in contact with food. Doc 32 describes the criteria for the hygienic design of equipment intended for the processing of foods. Its fundamental objective is the prevention of the microbial contamination of food products. It addresses problems related to the wide range of designs and functionality of welded pipe couplings available for all kinds of food processing and pharmaceutical equipment. Their objective was to provide a reliable joint that is bacteriatight under the conditions of processing, cleaning, and sanitation. In the past few years, the use of automated welding for tube and pipe in Europe has increased dramatically, as evolving standards and customer mandates increasingly specified the use of orbital welding. Yesterday's customized orbital welding systems are commodities today, partially the result of the many companies in the pharmaceutical, biochemical, dairy, brewing, wine, and food industries, where process equipment with stainless steel tubing must be welded. |
Dick Herzfeld can be reached at dick. herzfeld @ieee.org.
CMI Enterprise, 33-2-4121-1940
About the Authors
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
How to set a press brake backgauge manually

5
Capturing, recording equipment inspection data for FMEA
