















Get the slug out
Ejecting a slug after punching a hole

Punching features in a tube perpendicular to the center axis of the tube is a common fabricating process. Whether you are punching with or without a mandrel, the next step usually deals with getting rid of the unwanted piece of metal, the slug. The slug usually takes the shape of the male punch used to make the hole. When it comes to removing the slug from inside the tube, fabricators have several options.
Punching Without a Mandrel
When there is no mandrel to support the structure of the cross section, the only resistance to the punching force comes from the strength of the cross section itself. After the punching force overcomes the workpiece’s strength (a combination of the wall thickness, outside diameter, and material), the punching action deforms the tube, then punches out the slug. The deformation is commonly called a dimple (see Figure 1).
When a mandrel isn’t used, occasionally the punch doesn’t shear the material completely and the slug doesn’t pop off; it hangs. This is similar to the hanging chads that weren’t counted on many Florida ballots in 2000, which may have altered the outcome of the 2000 presidential election.
The lack of a mandrel can introduce an inconsistency in how the slug departs (shears) from the base metal. To remove the occasional hanging slug, fabricators often use a secondary operation; this usually means using a pole driver device to dislodge the slug. Trying to automate the slug removal process can be tricky because the tube’s ID usually isn’t round; the dimple on the tube’s OD corresponds to a protrusion on the ID.
Punching With a Mandrel
Punching with a mandrel may seem like it costs more than nonmandrel punching. However, using a mandrel can enable immediate slug removal, which can require less time and effort than using two separate processes to punch the hole and remove the slug.
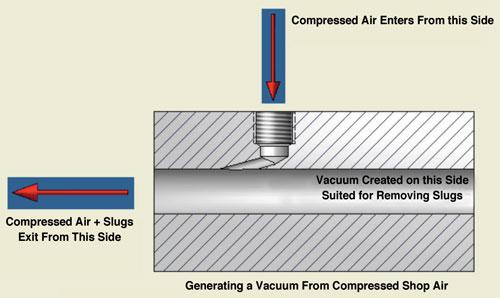
First, a well-designed mandrel doesn’t permit the slug to hang; the mandrel provides for a more positive shearing action. Second, after the slug enters the mandrel’s bore, a vacuum can be used (if gravity dictates) to remove the slug from the inside of the mandrel. Often the vacuum can be generated from compressed shop air (see Figure 2).
Air enters at the top, goes through the inlet tube, and exits to the left. The airflow creates a vacuum at the right, which pulls the slug through the opening and discharges it to the left.
Air pressure isn’t the only way to eject a slug. A mechanical device used with a mandrel is more convenient to automate because the tube’s ID is not nearly as deformed as it is when punching without a mandrel.
Lube It Up?
To keep the punches punching longer, many fabricators use a lubricant. However, a lubricant with a viscosity that is too high can gum up the slugs, causing them to hang too long. A light mist of lube can strike a balance between extending the tool life and easing slug removal.
Another factor that interacts with the lube and the slugs is the surface finish of the exit tube. Something smooth goes a long way in getting the slugs to exit in a timely fashion.

Figure 1: Punching from two directions without a mandrel leaves two dimples in the surface of the tube. Notice how the material surrounding the holes flows to the inside.
About the Author

About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Team Industries names director of advanced technology and manufacturing

2
Orbital tube welding webinar to be held April 23

3
Push-feeding saw station cuts nonferrous metals

4
Corrosion-inhibiting coating can be peeled off after use

5
3D laser tube cutting system available in 3, 4, or 5 kW
