















High-speed tube fabrication for high-volume parts
In-die tube fabrication uses the speed of a stamping press to make parts quickly
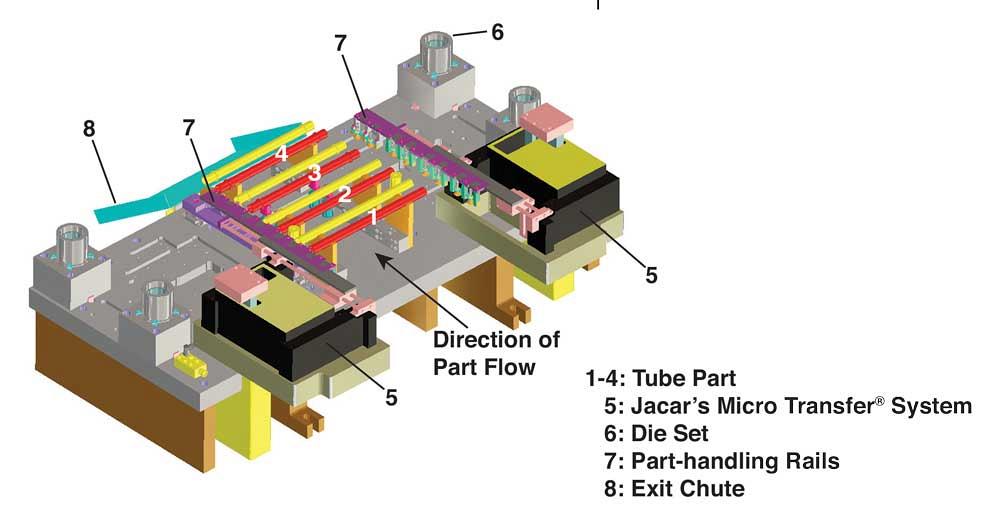
For this application, the in-die forming process comprises four steps: (1) The tube enters the die, fed from an external parts feeder [not shown]; (2) the ends are sized; (3) the ends are flared; (4) the tube exits the die and is deposited into a parts chute.
Cut, bend, swage, pierce. That sounds like four steps, but it’s not. The tube has to be taken from inventory and loaded into a cart, wheeled from one workstation to the next, loaded into each machine, and unloaded and put back into the cart. These four steps require many handlings, many inventory carts, and quite a bit of walking as the operator winds his way through the shop, going from station to station. It’s not a fast or efficient process.
However, it’s not the only process.
Depending on the severity of the bends, the complexity of the end forms, and the intended use of the tube, you might be able to get all of this done inside a stamping die.
A Process to Die For
Long known for speed and efficiency, stamping isn’t just one process, but a collection of processes used to make parts from a long coil of raw material. In many cases, a simple part can be made in just one hit in a stamping die, whereas complex parts might go through a series of male and female halves that hit the material again and again and make gradual changes in the metal’s shape as it feeds through the process.
To speed up this process, complex tools such as progressive and transfer dies remove the labor required to move the parts from station to station. A progressive die takes advantage of the long coil of raw material to move the parts through the process, whereas a transfer die uses automation to do the same thing. Both die types require the use of a progressive die press or a large transfer press to function.
Note that these processes aren’t limited to forming operations but can include piercing, punching, trimming, and cutoff.
A niche transfer die technology is the in-die transfer stamping process. Although in-die transfer isn’t as common as the others, it is gaining ground and it’s suitable for some tube applications. The process is similar to progressive and transfer stamping in that it accomplishes several steps inside a single die. However, it also has some notable differences that set it apart from progressive and transfer stamping.
When processed in a progressive die, the part remains attached to the long strip of sheet metal as it feeds through the process. The stamping die designer uses this to his advantage; it’s how he knows the precise position of the part is as it feeds from one station to the next. Separating the finished part from the ribbon is the last step in the process.
In-die transfer is a different undertaking in that it separates the part from the sheet material earlier in the process so the part can be manipulated as it moves along in the die. The die designer incorporates part-locating features inside the die, and he relies on the die tooling to position the part.
A second unique characteristic is related to the first. Because the part is free from the feedstock, the die designer can manipulate the part with quite a bit of freedom, changing its orientation as necessary as the part moves from one forming station to the next.
When fabricating tubes in a die, the die designer likewise has quite a bit of latitude in manipulating the tube. For example, one end of the tube can be tipped up or down, or the tube can be rotated around its center axis, or a combination of both. Also, similar to forming sheet metal, the process includes more than forming, comprising bending , piercing, punching, and end forming.
The sky isn’t quite the limit, but if you’re looking for an efficient way to make tubular parts, in-die transfer might be a good way to go.
The Devil Is in the Details
“In-die transfer can handle bending and a variety of end forming tasks,” said Bob Gunst, founder of Jacar Systems LLC. “It can flatten the end, put a hole in the end, trim the end, crush the tube, pierce a hole, make several bends along the tube’s length—there’s no specific limit to what this process can do.”
Analyzing whether a part is a good candidate starts by looking at the fabrication area of your shop. If it’s spread out and the operators spend a lot of time just moving material from place to place, or if it’s congested and material handling is cumbersome, getting some parts off the fabrication floor and into the pressroom might help. Large, heavy parts that are difficult to load, unload, and move, thereby contributing to operator fatigue, might be good candidates for in-die transfer.
Next, look at part volume. Because of the tooling cost, small-volume part runs made sporadically throughout the year may not be candidates for in-die transfer. A part volume that is both large and consistent is ideal. Although quite a bit depends on the specific part, an annual part volume that exceeds 20,000 is a good place to start.
Next, look at the pressroom. Do you have presses that can handle this sort of thing? How deep is your well of experience concerning stamping dies?
Beyond that, it’s a matter of sitting down with a die designer and transfer systems supplier to see just how feasible your part is. In addition to forming and fabricating processes, in-die transfer is amenable to a variety of loading options.
“One simple option is a tray,” Gunst said. “The operator loads five or 10 parts into the tray and replenishes the tray when necessary. Another option is a static hopper, one that holds quite a bit of material. The operator refills the empty hopper with parts just once or twice per hour,” he said. For really large part volumes, a big hopper that holds an entire shift worth of material is an option. “A conveyor moves parts from the hopper to a tray near the infeed side of the press,” Gunst said. “When a sensor senses that the tray is nearly empty, the conveyor starts and runs for a while to refill the tray.”
Gunst recalled converting a part that took up a lot of floor space and ran continuously on several shifts. These criteria take advantage of in-die transfer’s two main strengths: its relatively compact size and fast processing speed.
“The part originally was made in four identical workcells, including a hydroforming process,” Gunst said. “It ran automatically, two shifts per day, five days a week.” The in-die transfer system replaced all four workcells with one press and one in-die transfer system, he said, and it produced 45 parts per minute.
Finally, the process doesn’t have any specific material restrictions. It’s suitable for forming carbon steel, stainless steel, and aluminum, and it handles both welded and seamless products.
Caveats in Using an In-die Transfer
This isn’t to suggest that in-die transfer is suitable for any and all applications. Like everything else in manufacturing, it’s a matter of matching this process to suitable parts. “For fabricating tube in a die, bending to less than 90 degrees is ideal,” Gunst said. Beyond that, in-die transfer is good for tubes that don’t have the strictest of tolerances.
“It is difficult to stick a mandrel inside of a tube with this process, so if you can live with some deformation or collapsing in the bend zone, in-die transfer might be an option,” he said. Because the process often results in some deformation, it’s not a candidate for bending pipe to make fluid transfer components. Gunst mentioned a workaround: Do the bending on a mandrel-equipped bender and perform the rest of the processes in an in-die transfer system.
Jacar Systems LLC, 10321 Arnold Road, Fair Haven, MI 48023, 586-321-1401, www.jacar-systems.com
About the Author

About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Team Industries names director of advanced technology and manufacturing

2
Orbital tube welding webinar to be held April 23

3
Chain hoist offers 60-ft. remote control range

4
Push-feeding saw station cuts nonferrous metals

5
Corrosion-inhibiting coating can be peeled off after use
