















Contributing Writer

Figure 1.
Tube used in production processes that form a part by expanding or bending the tube requires special attention during the tube manufacturing process. The weld area of the tube must be forged out carefully to blend with the wall of the tube and properly annealed to ensure that the tube has uniform characteristics throughout. The tube test procedures must be designed to prove it suitable for cold forming operations in which tensile strains of up to 50 percent of the material's total tensile elongation value can be withstood without fractures, splits, or tears.
For example, alloy 625 (UNS N06625) normally develops tensile elongations in the mid- 50 percent range, making cold forming with up to 28 percent elongation realistic.
Hydroexpansion of an alloy that is capable of 55 percent elongation from 2.5 to 3 in. OD is a reasonable 20 percent cold-working operation. Rendered mathematically:
100(3-2.5)/2.5 = 50/2.5 = 20 percent
However, the same amount of expansion in an alloy capable on average of only 28 percent total elongation, such as duplex alloy 2205 (UNS S31803 or UNS S32205) could be problematic. Applying the 50 percent of total elongation rule of thumb, alloy 2205 would be suitable only for applications of 14 percent expansion or less without special handling.
Heavy forming might be defined as those operations that strain material to more than 50 percent of the material's average total elongation. Forming operations that exceed this 50 percent threshold typically experience significantly higher rupture failure rates. Above this threshold, the effects of strain hardening as a result of improper tool design—or from machining processes such as cutting, drilling, or deburring—can significantly decrease the material's elongation value, increasing susceptibility to cracking.
Nicks, scratches, or attached burrs are notches or stress concentration features that can effectively multiply local stresses by as much as 1.5 to 3 times. Machined surfaces must be properly deburred before expanding, flaring, flanging, or pulling of Ts. The greater the applied strain (more deformation), the more critical the surface condition (see Figure 1).
Austenitic (300 series) stainless steels and nickel alloys tend to cold-work and harden significantly faster that mild steels. This results in an increased resistance to deformation and forming.
Higher-capacity equipment may be required for the same part with these alloys. Work hardening curves are displayed in Figure 2 for a variety of alloys for comparative purposes.
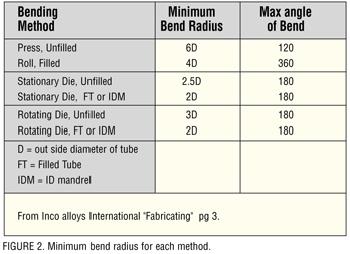
Tube Bending. A number of different types of bending equipment can be used. One typical problem is encountered when making relatively sharp bends while avoiding buckling on the inner bend radius of the tube. Figure 3 lists as a general guide the minimum bend radius for various types of bending equipment.
Tube buckling, like any buckling problem, becomes more of a problem as the tube wall or compressed member gets thinner. A wall factor can be calculated and is useful as a guide for buckling tendency (OD/wall thickness).
Figure 2.
The larger this factor, the more likely buckling during bending becomes. Inside diameter mandrels or tube filling (using clean sand or low-melting-point metals) becomes critical for avoiding problems. Figure 4 can be used to assist with mandrel positioning.
With proper handling and processing, stainless, duplex, and nickel alloys can be formed to demanding applications if the tube is manufactured with such an end use in mind. Good equipment with sound tooling that is in proper adjustment will produce good tube bends. Heavy forming and expansion require careful elimination of burrs, machining marks, galling against tooling, and other stress concentrators.

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}