















Contributing Writer
 |
Tube and pipe producers know two sources of pressure all too well — competitors' relentless progress and customers' uncompromising demands. Tube producers are caught in the middle.
To remain competitive, they run their mills at increasingly higher speeds, which often leads to poorer cut quality and tube end conditions. At the same time customer requirements are becoming more stringent, requiring tube with higher-quality cuts and end conditions.
Increased Speed, Decreased Cut Quality
To increase tube mill speed, many mill operators are changing from double- to single-shear cutting. Single-cut shears are faster, but the increased speed comes with a trade-off — poorer cut quality. A single-cut shear leaves a dimple from the breakthrough of the blade and a burr at the finish of the cut.
Removing dimples and burrs provides customers with a better-quality end. Dedimpled and deburred tube can be handled more safely and used more easily in secondary processing.
A dedimpling machine and either an end finisher or brush deburring machine are suitable devices for removing dimples and burrs. An end finisher provides a more accurate and cleaner end, but it requires more time and usually is not linked to a tube mill. Using a dedimpler in conjunction with a deburring machine linked directly to the tube mill provides a suitable alternative.
A dedimpler removes the dimple from a tube by inserting a plug, which is close in size to the inner diameter (ID) of the tube, into the end of the tube with high force.
The two types of dedimplers on the market are plug and rotary plug. A plug dedimpler relies on a very close fit between the plug and the tube ID. The plugs are forced into both ends of the tube simultaneously with high force to remove the indentation, or dimple, caused by the cutting process.
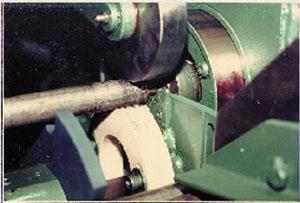 |
| Figure 1: Rotary dedimpling uses a plug that fits into the end of the tube and an ironing roll to remove indentations, or dimples, from tube ends. |
A rotary plug dedimpler uses a similar principle but works with a looser tolerance between the tool and the ID of the tube. Rotary dedimpling uses a plug inserted into the ID of the tube and an ironing roll (see Figure 1). The tube then is rotated against the ironing roll to smooth out the dimple.
A rotary-style dedimpler produces a better-quality tube end, while the plug dedimpler is faster.
A wire brush machine removes burrs and results in a higher-quality finish, and it can do so with high production output. It can be linked to a dedimpler at the end of a mill or directly to the tube mill runout table. The linking of this device to the end of the mill reduces or eliminates additional handling of the tube, saving tube producers time and money.
Principles of Brush Deburring. A brush deburring machine uses a wire brush that rotates at high speed to work the end of the tube gently or aggressively. The quality of the resulting tube end depends on several factors, including machine setup, brush type, and tube characteristics.
Depending on how the machine is set up, the brush deburrs the ID, outside diameter (OD), or both at one time. Proper setup is a matter of adjusting the centerline of the rotating brush in relation to the tube. Raising the brush above the centerline focuses the brush on the OD; lowering the brush below the centerline focuses on the ID.
Similarly, a brush machine usually comes with an adjustment mechanism that compensates for brush wear or changes the amount of pressure the wires place against the tube. The brush pressure adjustment allows operators to increase pressure to remove heavy burrs or reduce it to remove lighter burrs.
A rule of thumb is that the penetration of the wire into the tube should not exceed 1/8 inch for most applications. Exceeding 1/8 in. could cause the brush wire to fatigue or break.
 |
| Figure 2: Deburring shapes other than round requires notched rails, a hold-down belt, and indexing fingers. |
Not for Round Tube Only. Shapes such as squares, rectangles, and ovals can be deburred on the same machine. This usually is accomplished by flipping the part over during the deburring cycle with notched rails. The notched rail allows the part to begin to turn while the pressure from the brush, a forced hold-down belt, and an indexing finger work together to roll the part over (see Figure 2).
The most commonly used brush is made of carbon steel wire, although stainless steel, coated carbon steel, and nylon are used for some applications.
In some cases the product being run dictates the brush type. For example, a stainless steel tube requires a stainless steel brush because a carbon steel brush would leave carbon deposits on the end of the tube.
Brush wire diameters are from 0.007 to 0.023 in. The heavier the gauge of the wire, the more aggressive the deburrring. The size of the tube dictates brush length and diameter. The brushes typically are from 8 to 16 in. OD and from 12 to 36 in. long
Some wires are available in crimped- or twisted-knot styles. The twisted-knot style brush performs very aggressive deburring.
Deburring Machine Speed. A rule of thumb for quality deburring is that the part should complete at least two revolutions in the brush. This can be calculated by multiplying the tube circumference by 2.
The speed at which the part is transferred through the brush and the rotation speed of the tube affect end finish quality. End finish quality is enhanced with slower part transfer speed and higher tube rotation speed.
Rick Costello is president of Kent Corp., 9601 York Alpha Drive, North Royalton, OH 44133, phone 440-237-9286, fax 440-237-5368, e-mail:rickc@mail.kenttesgo.com, Web site www.continuouscoil.com. Kent Corp. manufactures equipment for the tube and pipe industry, including accumulators, coil end joiners, tube mill entry equipment, inline gauge control equipment, and OD weld bead scarfing tools.

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





