















Specifying the sulfur content of 316L stainless steel for orbital welding
Weldability versus surface finish
Both the American Society of Mechanical Engineers (ASME) Bioprocessing Equipment Standard (BPE-2002), which specifies materials for use in bioprocessing equipment, and Semiconductor Equipment and Materials International (SEMI), the standards-writing group for the semiconductor industry, have chosen to specify type 316L stainless steel with restricted ranges for sulfur. The general American Iron and Steel Institute (AISI) type 316L specification (UNS S31603) defines only the maximum sulfur content [0.030 weight percent (the percentage measured by weight)].
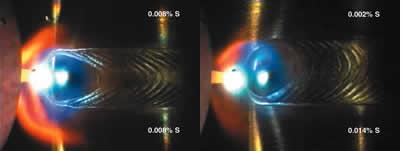 |
| For these lathe welds on 316L tubing, the electrode is centered on the weld joint. The weld on the left is 0.008 percent to 0.008 percent sulfur with a symmetrical weld puddle. The weld on the right is 0.002 percent sulfur (top) to 0.014 percent sulfur. The weld pool is shifted toward the low-sulfur heat, resulting in an asymmetrical weld bead. |
The new limitations have improved both the weldability and the surface finish of the material. However, the ranges for optimal weldability and optimal surface finish do not completely overlap.
Successful orbital welds on semiconductor process gas lines and pharmaceutical piping systems number in the millions. The repeatability of the orbital GTAW process is accomplished by accurate, reliable power supplies capable of executing the same parameters weld after weld and by the use of standard operating procedures (SOPs) to make certain that welding personnel follow the prescribed steps for all the welds in a system.
A good weld bead profile, neither concave nor convex, with full penetration to the ID of the weld joint is an essential requirement for high-purity applications.
 |
| Figure 1 All of the elements in 316L, either alone or in combination, have some effect on the melting characteristics and thus weldability. |
The Effects of Sulfur on Weld Pool Shape
Heat-to-heat variations in metal composition can result in significant differences in weldability and thus prevent orbital welding from being a completely repeatable process. All of the elements in 316L (see Figure 1), either alone or in combination, have some effect on the melting characteristics and thus weldability. However, of the surface-active elements, such as oxygen and selenium, sulfur has by far the greatest effect.
Sulfur, or lack of it, produces essentially two different weld pool configurations that require different approaches to welding. Heiple and Roper1 proposed that surface-active elements affect weld pool shape by altering the surface tension. At about 0.008 percent sulfur or greater, the temperature coefficient of surface tension is positive.
The heated area under the arc has the highest surface tension, and the surface tension gradient causes the fluid in the weld pool to flow from the regions of lower surface tension at the edges of the pool toward the center. This directs the heat of the arc downward, increasing penetration. The resulting weld is narrow with respect to the depth of penetration. This condition is favorable for welding (see Figure 2).
 |
| Figure 2 On the left is a diagram of a weld pool configuration for mid- to high-range sulfur concentrations with a positive temperature coefficient of surface tension. On the right is a weld pool configuration for low-sulfur heats with a negative temperature coefficient of surface tension. |
When the sulfur content is less than about 0.007 weight percent, depending on the levels of other elements, the temperature coefficient of surface tension becomes negative. In this case, the areas of greatest surface tension are the cooler outer edges of the weld pool; the fluid flow in the weld pool is then from the center under the arc outward, with less heat contributing to penetration.
This creates a weld bead with a high width-to-depth ratio. The weld may become concave on the OD before adequate penetration is achieved. This condition is less favorable for welding.
Problems may occur during welding of low-sulfur materials to those with higher sulfur content. In this case, the weld pool may favor the lower-sulfur side, causing the root to shift away from the weld joint and leaving the joint unpenetrated (see introductory photos). One contractor estimated that weldability problems traced to sulfur mismatch when welding fittings to tubing of dissimilar heats cost $180,000 in lost time and materials.
Orbital Welding Procedures
Because of the differences in weld pool characteristics, somewhat different welding procedures are required to weld very low-sulfur materials (0.001 to 0.005 weight percent) than those with a moderate amount of sulfur (0.005 to 0.017 weight percent). Autogenous orbital welding of low-sulfur materials can be managed more easily in a clean room or shop in which the materials are similar and the tubing and other components are small in diameter with thin walls.
 |
| Figure 3Insert rings cut from tubing that contains moderate amounts of sulfur can be used to correct an unfavorable weld bead profile and give good penetration on low-sulfur material. The rings are tack-welded manually in place before welding with autogenous orbital welding equipment. |
The flow rate and exit orifice for the ID purge can be adjusted so that a sufficient amount of purge pressure can be applied to the molten puddle during welding to prevent concavity and achieve a flat ID and OD surface. A pressure gauge is inserted at the weld joint before welding, the exit orifice (or flow rate) is adjusted accordingly, and the gauge is removed before the weld head is installed and the arc started.
As the wall thickness increases, materials with the low-sulfur bead shape become more difficult to weld as gravity comes into effect and concavity is more difficult to manage. Insert rings cut from tubes that contain moderate amounts of sulfur can be used to correct an unfavorable weld bead profile and give good penetration on low-sulfur material. The rings are tack-welded in place manually before welding with autogenous orbital welding equipment (see Figure 3).
However, this procedure is time- consuming, and changing a weld procedure from an autogenous weld to the use of an insert ring requires requalifying of the procedure.
For optimal weld quality, the sulfur contents of materials to be welded together should be as close as is feasible, and test welds should be performed when lots or heats of materials are changed.
ASME BPE Standard
To reduce the occurrence of sulfur mismatch, and to avoid the very lowest sulfur levels that are the most difficult to weld, the ASME BPE-2002 Standard limits the sulfur concentration in 316L fittings to be orbitally welded, as well as weld ends for all components covered by the standard, to 0.005 to 0.017 weight percent.
ASTM International, in cooperation with ASME, modified its A270 tubing specification to include a supplement for pharmaceutical-grade tubing with the same chemistry as the BPE standard (see Figure 1).
Surface Finish
The sulfur limitations of the BPE standard that were intended to improve weldability also make it easier to achieve an acceptable surface finish on valves and other components.
Sulfur in the base metal combines with manganese to form manganese sulfide inclusions, which appear as "stringers" when the steel is rolled out. When metal at the high end of the AISI sulfur range (0.025 to 0.030 weight percent) is machined across the grain and then electropolished, those inclusions leave a large number of micron-size pits that provide initiation sites for pitting corrosion. Such parts can't meet BPE surface finish specifications, and end users can't clean them.
Decreasing the sulfur content to the upper end of the BPE standard for 316L (0.017 weight percent) greatly reduces the number of pits that appear after abrasive flow machining followed by electropolishing. When the 0.005-weight-percent sulfur material at the lower limit of the BPE range, which has far fewer inclusions, is similarly processed, it has almost no pits.
Valve manufacturers typically prefer to use 316 materials at the upper end of the AISI sulfur range specification (0.025 to 0.030 weight percent) because the sulfide stringers aid in machinability. The lower-sulfur, lower-inclusion materials can be machined using the newer carbide tool bits, but the machining takes longer to complete. However, the shorter time required for polishing and the lower reject rate of parts with the lower inclusion levels present in BPE material usually compensate for time lost in machining.
SEMI Standards
The SEMI standards include several different standards that specify 316L stainless steel. These standards now are being consolidated, and SEMI recently decided to replace several of the standards with one standard having a single sulfur range. If approved, the new standard will specify a sulfur range of 0.003 to 0.010 weight percent for high-purity, ultrahigh-purity, and general-purpose applications.
The lowest end of the sulfur range that provides the best surface finish will be eliminated in the interest of weldability. The upper end of the new range still is low enough to produce components with an excellent surface finish. Not surprising, the weld beads on lower-sulfur materials are smoother.
Because of the multiple effects of sulfur on the properties of type 316L, any chosen sulfur concentration will, of necessity, be a compromise. But the sulfur ranges selected by the ASME BPE and SEMI standards should provide for successful orbital welding while achieving acceptable surface finish and corrosion resistance for their respective industries.
Barbara K. Henon, Ph.D., is manager of technical publications, Arc Machines Inc., 10500 Orbital Way, Pacoima, CA 91331, 818-896-9556, fax 818-890-3724, barbarah@arcmachines.com, www.arcmachines.com. She is vice chair of the ASME BPE Main Committee and an active member of the SEMI Standards group. Arc Machines Inc. manufactures orbital GTAW equipment for autogenous welding, as well as equipment used for orbital welding with filler wire.
The author thanks Theo Wolfe and Pete Marcilese at FluidLine Technology, Chatsworth, Calif., for sharing their expertise on the effects of sulfur on the machinability and polishability of 316L.
American Iron and Steel Institute, 1101 17th St. N.W., Suite 1300, Washington, DC 20036, 202-452-7100, www.steel.org.
ASME International, Three Park Ave., New York, NY 10016, 800-843-2763, www.asme.org.
ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428, 610-832-9585, www.astm.org.
SEMI, 1401 K St. N.W., Suite 601, Washington, DC 20005, 202-289-0440, www.semi.org.
Note
1. C.R. Heiple and J.R. Roper, "Effects of Minor Elements on GTAW Fusion Zone Shape," Rockwell Intl., RFP. 3224, 1981.
About the Author
About the Publication
subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




