















Contributing Writer
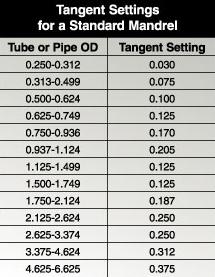
Figure 1
Tube bending applications range from very simple to very complex. Many of the more complex bends require that the tube be supported by an internal mandrel. A mandrel's purpose is to keep the tube from collapsing and wrinkling during the bending process.
An ideal bend doesn't require a mandrel. However, not all bending situations are ideal. Tighter bend radii; thinner-wall tubes; and exotic, harder-to-bend materials are three conditions that may require a mandrel for producing an acceptable bend.
In these situations, proper use of the mandrel is critical to the outcome of the bend, the life of the tooling, and even the life of the bending machine.
Using a mandrel made from the proper material for the tubing is important to prevent galling inside the tube and to prolong the life of the mandrel.
Mandrels typically are made from an aluminum-bronze alloy or a tool steel with hard chrome plating. An aluminum-bronze combination is used to bend stainless steel, titanium, INCONEL®, and other hard materials. Chromed tool steel mandrels shouldn't be used to bend stainless steel, but are useful for most other hard materials and also for mild steel, steel, copper, aluminum, and other softmaterials. There are also some situations in which chromed tool steel mandrels can be used with more success than aluminum-bronze for bending titanium and INCONEL.
Other coatings and materials are used in special cases.
The most common type of mandrel in use today is the standard ball mandrel. It is used in applications with normal wall thickness (wall factor from 15 to 70), average radius, and in which a plug mandrel isn't sufficient. To determine the wall factor, use this formula:
Wall factor = Outside diameter/Wall thickness
Generally, most ball mandrels flex in all planes. Single-plane mandrels still are available but not commonly used. Ball mandrels usually are used with wiper dies.
A plug mandrel is used mainly for heavy-wall tube and a larger radius. It is used quite often in international pipe size (IPS) applications without a wiper.
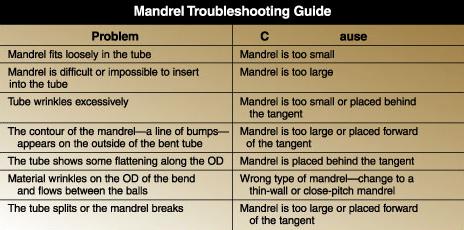
Figure 2
A formed-tip mandrel is a variation of a plug mandrel, but it has a radius cut into the tip to match the radius of the bend. The formed end gives more support to the inside of the tube. A formed-tip mandrel generally is used with heavier-wall tubing and an average radius. This type is effective for bending heat exchange tubing.
Inserted-ball mandrels have a replaceable nosepiece, making them suitable for high-volume operations. When the nosepiece has worn down, it is more economical to replace it than to replace the complete mandrel shank.
Thin-wall or close-pitch mandrels are used for thinner walls (wall factor of 70 or more) and tight radii. Ultrathin-wall or ultraclose-pitch mandrels are for the thinnest walls (wall factor of 200 or more) and tightest radii commonly found in aircraft applications.
Using a thin-wall or ultrathin-wall mandrel in place of a standard-wall mandrel is not recommended. Thin-wall and ultrathin-wall mandrels typically are weaker by design, and attempting to bend a tube with a heavier wall likely will break the mandrel.
Proper placement of the mandrel is critical. The front end of the mandrel shank should be set just past tangent. Bending off the mandrel balls causes the bend quality to suffer. The balls do not support the tube—that's what the shank is designed for.
Figure 1 gives tangent settings for a standard mandrel.
If you are experiencing some problems with a bend, and have determined that the problem is not the material or the wiper die setting, the problem may be with the mandrel.
Most problems are related to mandrel size or placement. Figure 2 shows the causes of most common bending problems.
Using a mandrel doesn't have to be troublesome. Selecting the correct mandrel and placing it in the proper position are the two keys to achieving a satisfactory bend. For bends that don't come out just right, a little troubleshooting can pay off.

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





