















Contributing Writer
 |
Zirconium is used widely in many industries for process equipment. Major applications include pressure vessels, heat exchangers, piping, tanks, shafts, mixers, and other mechanical equipment; valves; pumps; spargers; trays; and tower packing.
The material often is chosen for its resistance to corrosion from most organic and inorganic acids, salt solutions, strong alkalis, and some molten salts. It is especially suitable in many sulfuric, nitric, hydrochloric, and acetic acid applications.
Zirconium is readily welded using practical inert gas fusion welding techniques such as gas tungsten arc welding (GTAW) and plasma arc welding (PAW), as well as specialized processes such as electron beam and laser welding.
The material requires extra attention to cleanness and inert gas shielding to protect the weld zone from foreign materials and atmospheric contamination. Cleanness and shielding are the two most critical factors that affect final weld quality.
Figure 1 lists the common zirconium grades intended for industrial corrosion applications. The grades have similar physical properties. Unalloyed zirconium UNS R60702 (Zr 702) and UNS R60705 (Zr 705) alloyed with 2.0 to 3.0 weight percent niobium are the most common grades used in industrial corrosive applications.
 |
| Figure 1 |
Zr 702 is the workhorse grade. Alloying with 2 to 3 percent niobium by weight increases the strength in Zr 705 and 706. These higher-strength grades are used primarily in mechanical applications such as fasteners, shafts, and tower internals.
Only Zr 702 and 705 are accepted for ASME Boiler Code construction, although Zr 702 is the dominant grade. Zr 705's use is limited in pressure equipment, in part because of the requirement for stress relief within 14 days of welding. Without this stress relief anneal, delayed hydride cracking can occur in the weld areas because of residual stresses.
The American Welding Society (AWS) publishes specifications for zirconium filler metal under A 5.24, "Zirconium and Zirconium Alloy Bare Welding Rods Electrodes." Standard 36-inch lengths in 1/16-, 3/32-, and 1/8-in. (1.5-, 2-, and 3-millimeter) diameters meet most requirements. Spooled wire in common 0.030-, 0.045-, and 0.062-in. sizes also meets most requirements for automated orsemiautomated use.
 |
| Figure 2 |
Figure 2 lists the composition of the AWS-recognized filler metals. These usually are applied to material with the corresponding UNS number ormill product grade.
The strength of unalloyed zirconium is determined primarily by the amounts of oxygen, nitrogen, carbon, hydrogen, and iron present. The more of these elements present, the higher the strength and the lower the ductility.
The weld joint and weld wire must be carefully and completely cleaned and remain free of all foreign material during welding processes. The weld surface, weld root, and adjacent hot metal also must be protected using inert gas shielding (with welding-grade argon) during welding and until the weld metal cools from its 3,334-degree-F (1,835-degree-C) melting point to less than 600 degrees F (315degrees C).
Zirconium can be cut by machining, cold sawing, hack sawing, friction sawing, shearing, abrasive cutting, plasma cutting, oxygen-gas cutting, laser, and waterjet cutting. In the machining, sawing, shearing, and waterjet processes, the surface remains free of thermal contamination.
While oxygen or plasma cutting can be used for rough cutting, both methods require removal of at least 1/16 in. (1.5 mm) of material from the lowest point of the cut surface (by machining or grinding) to ensure all metal contaminated in the cutting process is removed. For example, for cuts in metal 1/2 to 1 in. in thickness, the total cutting allowance could be up to 3/8 in.
Abrasive grinding of zirconium usually involves the use of dedicated aluminum oxide or silicon carbide wheels. In these applications, be sure to protect adjacent zirconium surfaces and surroundings from the grinding sparks, which are hot enough to perforate gas hoses and certainly can start fires if directed into flammable debris.
During abrasive grinding or sanding, rotary or draw filing should be used on the ground surfaces to eliminate possible abrasive particles on the joint surface. Similarly, file or machine abrasive cut surfaces to remove abrasive particles and areas of minor contamination caused by local heating. Abrasive waterjet cutting is another suitable process for zirconium. Cut surfaces following anycontour permit economical production of part configurations that would be too expensive to produce with machining. Lower cutting speeds produce a smooth surface and largely eliminate postprocessing.
Abrasive may be trapped in excessive surface roughness, and abrasive particles may even adhere to smooth cut surfaces, so be sure to perform further processing, at least rotary or draw filing, on any surfaces to be welded.
The most common process used for zirconium welding is GTAW. Manual GTAW allows all-position welding of any configuration the torch can access. Automated GTAW usually is limited to flat or horizontal positions. Seam welding machines with copper backup bars and continuous hold-down using copper bars are common for straight joints. Tube-to-tubesheet and small pipe butt welds using automaticorbital GTAW equipment also are very common.
PAW often is used for single-pass welds up to about 3/8 in. (9 mm) thick using automated equipment, copper backing bars, and square butt weld preparations. Typically, a GTAW cover pass is used to correct underfill, and the root side may require a cosmetic fusion pass or mechanical removal of excessive drop-through.
A high-current process, such as keyhole GTAW, should be considered for repetitive welding of heavy sections. Electron beam and laser welding also are suitable.
GTAW or PAW of zirconium typically is accomplished with a direct-current, drooping characteristic power supply connected to a straight-polarity torch that is equipped with high-frequency arc starting, manual current control, and a contactor for making and breaking the arc.
A water-cooled torch equipped with a 3/4-in. (19-mm) ceramic gas cup, a gas lens and 1/8-in. (3-mm) or larger, and 2 percent thoriated tungsten electrodes (AWS EW Th-2) are recommended for most applications. (Two percent ceriated-EW Ce-2, 1 percent lanthanated-EW La-1, or 0.25 percent zirconated-EW Zr-1 tungsten sometimes are used for higher-current applications.)
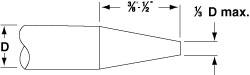 |
| Figure 3 For welding zirconium using GTAW, the tungsten electrode should have a 20 to 30 degree taper and a blunt end. |
Tungsten usually is ground with about a 20- to 30-degree taper with the end blunted slightly (see Figure 3). Larger tungsten allows the use of greater extension, minimizing overheating and the risk of tungsten inclusions.
The large gas cup and gas lens are the most important elements of weld protection. They minimize turbulence and provide a uniform blanket of gas protection, even when the tungsten electrode is extended well beyond the cup for visibility or access. Smaller torches, still equipped with oversized ceramic cups and a gas lens, are used sometimes for fine work or in restricted-accessapplications.
 |
| Figure 4 Oversized gas cups or surrounding shields minimize turbulence. Photo courtesy of HiTech Welding. |
Torches with transparent gas cups also are available. Special surrounding shields are employed for unusual geometries (see Figure 4). For outside corner welds, a baffle that restricts gas flow away from the torch may be needed to maintain effective primary and trailing shielding (see Figure 5).
Automatic equipment for either GTAW or PAW uses similar large gas cups and gas lenses.
Filler metal is clean when it comes from the supplier, as long as the filler metal container remains sealed. Obviously, storage of filler metal requires some attention. Keep the storage area clean and dry, and store packages of zirconium filler metals in a tightly closed cabinet. Packages should remain sealed after receipt and reclosed and sealed with tape after use.
In the case of spooled wire, protect the spool with a closed cover. A plastic bag taped in place will work if commercial equipment is unavailable. Wire feed tubes should be clean and dedicated to zirconium and perhaps other reactive metals whenever possible.
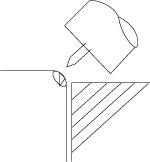 | |
| Figure 5 A baffle prevents argon from falling away on an outside corner weld. |
Maintaining cleanness for zirconium welding is essential for high-quality results. It's a continuous process that involves:
If grinding or other dirt-producing operations become necessary on a large fabrication, move the component out of the clean area, or control grinding dust using temporary barriers or shields.
Immediately before welding, wire-brush the weld area (joint surface and 1 to 2 in. from the weld preparation), and then wipe it with a lint-free cloth dampened with acetone, MEK, or a similar nonchlorinated solvent. Also clean back surfaces that will be heated to more than 600 degrees F (315 degrees C) during welding.
Wherever possible, clean, tack, and weld a joint right away. If welding must be delayed, even later in the same work shift, cover the joint with paper or plastic sheet to minimize dust or dirt accumulation. If extended times are necessary before welding, even if the welding shop area is clean, sealing the edges of the paper or plastic to the zirconium with masking tape is good practice (butavoid putting tape directly on surfaces to be welded).
Zirconium requires inert gas protection (using argon, helium, or mixtures only) of the molten weld to prevent oxygen, nitrogen, and moisture from normal atmospheres from contaminating the weld metal. Zirconium also requires inert gas protection of the solidified weld and adjacent metal surfaces heated during welding to prevent surface oxidation and related degradation.
Primary (Torch) and Secondary (Trailing) Shielding. Primary shielding must protect the weld metal until it solidifies. Air contact with the molten weld pool will contaminate the entire volume of molten metal and result in contamination of the weld bead. This is why a large ceramic gas cup and a gas lens are among the most important elements of successful zirconium welding.Avoid excessive gas flow rates, because they can cause turbulence and will waste argon.
Torch shielding is sufficient for applications in which the heat input is low and the torch gas itself can blanket the front and back of the tack, such as short tack welds. Multipass tacks and long or heavy tacks, however, always require backup shielding.
Secondary shielding blankets the solidified weld and adjacent hot metal with inert gas until the surface temperature reaches 600 to 800 degrees F.
Backup Shielding. Backup shielding protects the molten root of the weld on the first pass and blankets the solidified weld during subsequent passes until the root surface temperature stays below 600 degrees F. Backup shielding also should be used on the back surface of sheet or plate less than 1/4 in. thick to prevent oxidation.
Gas Requirements. Welding-grade argon (99.998 percent purity) usually is chosen for primary, secondary, and backup shielding, as well as for purging. Argon provides excellent arc stability, and because it is heavier than air, it blankets the weld and provides protection.
Helium or argon/helium mixtures sometimes are used for torch shielding if added penetration is desired. Argon and helium mixtures also are occasionally employed for backup shielding and purging, in which helium's low density can effectively purge blind spaces.
Gas Purity. Argon usually is purchased to 99.998 percent purity with a guarantee of less than 5 parts per million (PPM) oxygen, moisture, or total hydrocarbons. The dew point at the gas supply should not be more than -60 degrees F (-51 degrees C).
Flowmeters and Timers. Each gas flow, including purge flows, must be supplied through a separate flowmeter. On/off valves or prepurge and postpurge timers can reduce gas consumption by automatically shutting off or reducing gas flow between welding cycles. Interlocking gas flows with welding current is desirable so welding cannot be started until all shielding gas has purgedthe torch lines.
Gas Hoses. Use clean, clear plastic gas hoses (PVC, vinyl, Teflon®, polypropylene, or high-density polyethylene) to eliminate the air permeability that occurs with rubber. Gas connections must be tight, but barbed connectors without clamps often are adequate. Keep hoses off the floor as much as possible to keep them clean and otherwise protected and to minimize the risk ofpunctures or leaks.
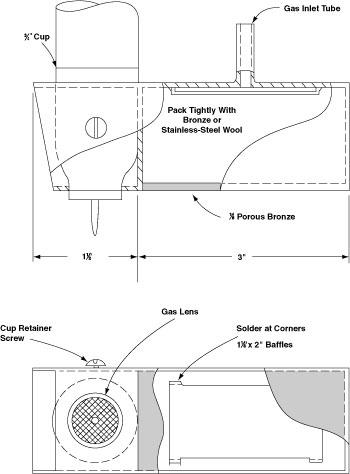 |
| Figure 6 A typical trailing shield is packed with coarse stainless steel or bronze wool to provide a gradual reduction in pressure. Drawing courtesy of Titanium Fabrication Corp.. |
Trailing and Backup Shielding Devices. Shields are designed to prevent velocities at the gas inlet that can entrain air (see Figure 6). Using two- or three-stage reduction of gas pressure and flow from the inlet tube, the shields provide a gentle, uniform blanket at the surface.
A shield can be made of copper or stainless steel, soldered or welded to form a light, compact body. It may be attached directly to the welding torch and fits closely around the torch cup, with a flat baffle filling the space between them. The gas inlet is above an internal baffle to eliminate velocities that can entrain air into the device. A packing of coarse stainless or bronze wool, atleast 1 in. thick, provides a gradual reduction of pressure and creates a uniform blanket of gas. The final diffuser can be porous (sintered) bronze, stainless steel, or even a copper plate with a uniform grid of small perforated or drilled holes or both.
A typical shield uses about 7 to 10 cubic feet per hour (CFH) per square inch of surface, so the 1-1/2- by 3-in. shield in Figure 6 would be expected to use 30 to 40 CFH. As with the welding torch, excessive flow rates can cause turbulence or air entrainment. To check a shield's performance, hold it 1/4 to 1/2 in. above a zirconium surface, and then heat the surface from the opposite side andcool it with the shield in position.
High-current applications, particularly with automatic equipment, may require a shield that is 3 to 4 in. wide and 12 or more in. long. While the use of skirts (typically high-temperature tape) around the shield is common, they may not be necessary with a properly designed shield.
Manually positioned backup shielding devices follow the same design principles as trailing shields. They are often contoured to match inside diameters or surfaces.
Copper backup bars typically are used in seam welding machines and some production applications. A typical backup bar is 1 to 2 in. wide and has a gas groove of 1/8 to 3/8 in. wide and deep under the weld groove. A wider groove usually is used for heavier material.
A sealed gas distribution channel inside the bar and along its full length is used to provide uniform pressure and gas distribution along the length. The distribution channel is connected to the gas groove with a series of small orifice holes 4 to 6 in. apart along the full length. The material to be welded must be clamped tightly to the gas groove, preferably with a full-length hold-down.
It is common practice to use tape to seal the weld temporarily while initial purge is established, but usually you can remove the tape a longer distance ahead of the torch because the full-length gas distribution eliminates the problems encountered when a space is purged from just the weld start end.
Maintain a continuous argon flow to sweep away any material released from the zirconium surface by the welding heat and to ensure a constant, slight positive pressure. Argon is a poor heat conductor, so welded parts can become quite hot and may discolor slightly as the zirconium adsorbs minor oxygen remaining in the argon atmosphere.
Interior surfaces in purged volumes must be free of dirt that can entrap air or moisture. This requires cleaning the entire surface space to be purged almost as carefully as the weld preparation area itself.
Cover openings in the purge space and the ends of the pipe with metal or plastic sheet sealed with masking tape. Do not use cardboard or paper, as air diffuses through them rapidly.
Be aware of blind spaces that can trap air. Either provide secondary gas escape or consider the use of argon/helium gas mixtures to be certain traps will be purged. Seal weld-prepared areas with masking tape until the purge quality is verified.
Typical starting purge rates are 20 to 50 CFH (10 to 25 liters per minute [LPM]). They can be reduced to 5 to 20 CFH (2.5 to 10 LPM) once an inert atmosphere is achieved. Maintain gas flow at these lower rates to keep a slight positive pressure and sweep any volatized contaminants from the purge space until the weld is complete or enough thickness is deposited so that no color forms on theroot during welding. If root inspection is not possible, require at least 3/8 in. (9 mm) of base or weld metal thickness before removing purge gas.
Always keep purge spaces sealed, except when welding is being done. In practice, for the root pass, remove 4 to 6 in. of tape and complete the root pass to within about 1 to 2 in. of the tape. Repeat this process until the root is sealed.
If the tape used for sealing is heated by welding, materials in the adhesive will be volatized and can contaminate the weld themselves. Particularly during welding of a root pass, you may need to reduce the heat input, usually by welding a short distance, then stopping to allow cooling before continuing. For this reason, manual welding of the root pass may be necessary in joints that otherwisemight be fully automatically welded. Higher-temperature fiberglass tapes with special adhesives are used to minimize (not eliminate) this problem.
Richard Sutherlin is manager of technical services for Wah Chang, P.O. Box 460, Albany, OR 97321, 541-812-6924, fax 541-967-6990, www.wahchang.com.
ASME International, Three Park Ave., New York, NY 10016, 973-882-1167, 800-843-2763, www.asme.org
American Welding Society, 550 N.W. LeJeune Road, Miami, FL 33126, 800-443-9353, www.aws.org


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





