















Director
Editor's note: This is the second part of a two-part article that examines tube bending defects, possible causes, and suggested remedies. Part I discusses surface defects; Part II covers other defects, such as wall thinning, ovality, buckling, and fractures.
 |
| When the stress on the outside radius overcomes the ability of the tube's cross-sectional shape to support it, the tube flattens on the outside radius. |
There comes a point at which the stress on the outside radius overcomes the ability of the tube's cross-sectional shape to support it. When this happens, the tube flattens on the outside radius (see lead image). When the flattening becomes excessive, it is a defect.
The fix: You can reduce the stress by using a larger bend centerline radius. The strain on the outside fibers of a 3D bend is less than the strain on a 2D bend, so linear stress is lower. D is defined as the bend centerline radius (CLR) divided by the tube OD.
The other fix: You also can improve the cross-sectional shape support by increasing the wall thickness or decreasing the tube OD. Both of these approaches will strengthen the section modulus of the tube, which, in effect, increases the support against the stress.
The other, other fix: Generally, the tube OD, wall thickness, and bend CLR are selected in the design stage, so your only alternative is to support the tube with additional tooling, usually an internal mandrel.
A mandrel, in its simplest form, is a solid piece of metal with a round end that fits snugly inside the tube. During bending, the mandrel is held stationary inside the tube with a mandrel rod, and the tube is "drawn over" the mandrel.
Because the mandrel fits snugly inside the tube, it supports the tube outside radius and prevents it from collapsing. Mandrel fit to the tube ID is important. Generally, the gap between the tube ID and the mandrel OD is about 25 percent of the tube wall thickness—when the mandrel is new. A mandrel wears with use, and as it wears, the tube may show signs of excessive flattening in the bend area.
Mandrel design also is important. Small D of bends and thin-wall tubes require more support around the bend. These usually require ball links on the end of the mandrel. There are different types of ball links. For especially small D of bends and high-wall-factor tubes, a closed-pitch mandrel may be required.
 |
| Figure 1 The extrados fractured in a ductility tensile failure. |
This can be caused by several things. First, examine the break and try to determine if the tensile failure was a ductile or brittle failure. A ductile failure is indicated if there is considerable stretching and thinning of the material on each side of the break and the edges of the break are ragged in appearance. A brittle failure is very abrupt, with no stretching of the material, and the edges of the break appear almost clean and shiny-looking (see Figure 1). Materials with high tensile strength and hardness, such as the 400 series stainless steels, tend to exhibit brittle failure, whereas materials such as mild steel and the 300 series stainless steels tend to have ductile failure.
The fix: A brittle or ductile failure occurs because the material has stretched beyond its limit. There can be several reasons for this that can be evaluated most easily by looking at the variables—material, tooling, lubrication, and setup. It's best to start evaluating variables that you can change easily—setup and lubrication.
Because the tube is drawn over the stationary mandrel, lubricant is needed to prevent metal-to-metal contact between these two surfaces. In addition, the proper lubricant must be applied in the proper manner. The higher the forming stresses, the more important the lubricant type and application become. Use only compounds designed for heavy drawing conditions, and apply them near the front end of the mandrel.
The other fix: Next, check the setup. During bending the tube is squeezed between the pressure die and bend die. If the pressure is too high, the tube is squeezed down on the mandrel, which stretches the tube more on the outside radius over the mandrel. The solution is to back off on the pressure die clamping pressure.
The other, other fix: Also check the mandrel position. If the mandrel is too far forward, the material going over the mandrel shank will stretch too much. This causes the wall to thin and break. Mandrel fit that is too tight for the tube ID also can cause excessive stretching. If the mandrel is too large for the tube interior, the tube going over the mandrel during bending will stretch more and the tube may split open.
On some machines pressure die assist or boost on end of tube during bending may be available. If so, these could be increased in an attempt to reduce stress on the outside bend radius.
If the cracking and splitting go away but other defects occur, then troubleshoot for those defects separately.
If the failure is brittle and the setup and lubrication are proper, then the material may have too-low elongation properties. The only solution is to use a more ductile material or a larger bend radius. Sometimes the mandrel can be undersized if more flattening can be tolerated, because this will reduce stress on the tube outside radius.
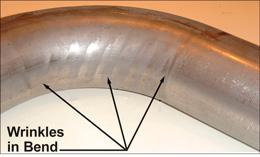 |
| Figure 2 Wrinkling on the inside radius of the bend indicates there is not enough support in the tube cross section. |
When the tube inside radius buckles throughout the bend, it means that the tube cross section is not sufficient to support the compressive load from bending. In some cases, buckling starts to appear on the same size tube that may have been bent several times before without buckling (see Figure 2). If this is the case, something has changed in the setup; either tools have worn and are not supporting the tube or the forces being applied by the machine have moved the tools. Buckles that occur only at the end of the bend are an indication that the wiper die is worn or not adjusted correctly.
The wiper die, mandrel, and pressure die work together to support the tube in the areas just before and just after the tangent, called the forming zone. This tool support is what makes rotary draw bending so successful in providing quality bends. However, if the tube slips in the clamp die during bending, the forming zone moves forward, where there is no tool support. The result can be buckling on the inside bend radius. If buckling occurs, always check for slip marks in the clamp area and adjust the clamp pressure or reduce tube drag to stop the slipping.
The fix: Check the pressure die position. If the pressure die is set too far away from the bend die, the tube grooves in the tooling may not be supporting the tube during bending. Adjust the pressure die closer to the tube or add more pressure on the pressure die clamping device. Now check the wiper die fit. The tip of the wiper die should be within 1/8 in. of the tangent with a slight rake angle at the back of the wiper die away from the tube (about 2 to 3 degrees). The smaller the D of bend, or the higher the wall factor, the more critical the wiper die position becomes. If the wiper die cannot be positioned close enough to the bend die, the wiper die probably is worn and will have to be replaced.
The other fix: Check the mandrel OD near the end of the mandrel and compare it with the tube ID. There should be a difference of about 25 percent of the wall thickness. If the difference is 75 percent to 100 percent of the wall thickness, the mandrel is not supporting the compressive load on the tube and you should replace it.
The other, other fix: Check the tube wall thickness. Tube mill specifications allow for a ±10 percent thickness variation. Perhaps tubes bent previously were on the high end of wall thickness and now are at the low end, and the difference is substantial enough so that there is not enough support. If wall thickness variation is the problem, then you will need to tighten up specifications, use a different mandrel, or use a heavier-wall tube.
 |
| Figure 3 |
Sometimes when you make an adjustment to correct a defect, a second defect appears. Using a mandrel to correct one defect means there is potential for metal-to-metal contact between the mandrel and the tube interior. Because of the heavy forming pressures during bending, friction between the mandrel and tube ID builds up and causes galling or gouging on the inside surface of the tube as well as on the mandrel. Chunks of metal can flake off the softer of the two surfaces. When the metal flakes lodge between the mandrel and the tube ID, they make long gouge marks and scratches inside the tube and will damage the surface of the mandrel, destroying its effectiveness.
Because the mandrel is stationary during bending, this metal-to-metal contact acts to grip the tube and prevent it from going forward, thereby dragging or holding the tube in place during bending. If the clamp force is not sufficient, the tube will slip in the clamp during bending. This creates a dimensional defect because the bend is farther down the length of the tube from where it was intended.
The fix: The primary fix is to use a good-quality mandrel lubricant that provides a film barrier between the mandrel and the tube interior wall. This lubricant should be applied uniformly during bending and flow over the end of the mandrel shank.
The other fix: To reduce friction, one of the two surfaces, either the mandrel or tube interior, should be softer than the other. For example, because less friction occurs between smooth surfaces than rough surfaces, you can use a plated mandrel. Chrome-plated mandrels are commonly used to bend steel tubes because they are much harder and smoother than the tube ID. This also increases the tool life of the mandrel. Alternatively, aluminum-bronze mandrels are used to bend stainless steels when the stainless is harder than the mandrel.
If the mandrel is placed too far behind the bend die centerline (see Figure 3), the force of the pressure die closing against the tube will push the mandrel against the inside radius of the bend die. This pushes the tube into the curve of the bend die tube groove behind tangent. The result will be a slight hump at the end of the bend on the inside radius.
 |
| Figure 4 |
The fix: To correct for this, bring the mandrel forward until the hump disappears. A straight portion of the mandrel should always be at or just forward of the tangent.
If the mandrel is placed too far ahead of the bend die centerline (see Figure 4), a hump will appear on the outside radius at the end of the bend.
The fix: To correct for this, position the mandrel farther back until the hump disappears.
In tube bending, wall thinning can become a problem when subsequent forming operations are performed on the tube, such as hydroforming, or internal pressure is a design factor, such as in boiler tubes.
Wall thinning is directly related to bend centerline radius. The smaller the radius, the higher the stresses and the more the tube stretches or thins during bending. If a mandrel is being used to support the tube against excessive flattening or buckling, then mandrel position relative to bend die tangent can affect wall thinning. The more forward the mandrel is, the more wall thinning occurs. Also, if the mandrel fit to the tube ID is very tight, the tube will have less flattening, which means more wall thinning. However, both of these adjustments result only in minor reductions of wall thinning.
The fix: To reduce wall thinning more, something has to be done to reduce the tension on the outside bend radius. That something is usually boosting the tube forward during bending. The simplest boost is pressure die assist, in which the pressure die is pushed forward during bending, usually by a hydraulic cylinder, under controlled conditions. This boost relies on the frictional grip from the clamping pressure of the pressure die against the tube. If forward boost pressure exceeds the ability of the pressure die to grip the tube, the pressure die will slip on the tube during bending, which may cause surface scratch marks. Or, the pressure die could collide with the clamp die, which could force the clamp die to open partway and reduce the clamping pressure on the tube.
The most effective boost actually grips the tube and applies extra compressive forces on the tube inside radius during bending. Com-pressing the inside radius reduces the outside radius stresses, reducing wall thinning.
Tony Granelli is a director of SWR America LLC, 1501 E. Sheldon Drive, Idlewild, MI 49642, 231-745-9696, fax 231-745-9690, tony@swr-togr.com. Granelli is also on the Fabricators & Manufacturers Association board of directors and the FMA Communications board of directors.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





