















Vice President
 |
| Figure 1 Tube Mill Dimple-free Flying Cutoff |
Modern tube mills that operate with a dual-shear blade and a flying cutoff system can produce dimple-free round steel tubing efficiently. For example, 3-inch-OD tube mills regularly make 70 cuts per minute or more on short lengths from 1 to 10 feet. Lengths 10 ft. and longer typically are run at 400 to 650 feet per minute (FPM), with some limited-product range tube mills operating as high as 1,200 FPM.
 |
| Figure 2 Dimple-free Cross Cut |
Dimple-free die sets like the unit in Figure 1produce clean-cut ends with very little end-size distortion. In most applications, little or no end finishing is needed, which makes it possible to ship cut-to-length finished round tubing directly from the tube mill. The clearance burr that always is present with this type of cut can be removed easily with an inline wire brush end finisher.
A dimple-free cut is accomplished with a dual-shear blade when a cross-cut blade removes a small portion of the tube wall thickness before the severing shear blade enters the tube, as shown in Figure 2.
The cross-cut can be made with many different blade paths (Figures 3, 4, and 5).
 |  |  |
| Figure 3 Push Across Arc | Figure 4 Pull Across | Figure 5 Push Across |
The cross-cut blade produces a slot that is slightly larger than the vertical severing blade (Figure 6).
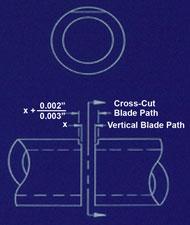 |
| Figure 6 Dimple-free Cross-Cut |
The dual-shear-blade cut sequence is as follows:
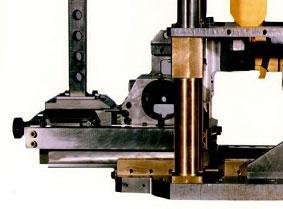
1. The tube is clamped using tube size-specific die jaws (Figure 7).
2. The cross-cut blade passes through the tube wall (Figure 8).
3. The severing blade enters the cross-cut slot (Figure 9).
4. The severing blade completes the cut (Figure 10).
 |  |
| Figure 7 Step 1 of 4 | Figure 8 Step 2 of 4 |
 |  |
| Figure 9 Step 3 of 4 | Figure 10 |
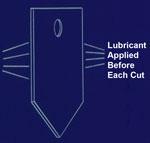
For top performance, the blades must be lubricated before each and every cut (Figure 11).
 |  |
| Figure 11 Shear Blade Lubrication | Figure 12 Shear Blade / Die Jaw Clearances |
All shear blade tube cutoffs require clearances between the blades and supporting die jaws (Figure 12).
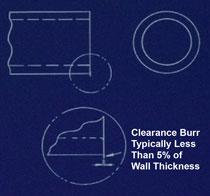
As with all shear blade tube mill cutoffs, each tube end cut has a clearance burr with a thickness that measures about 5 percent of the tube wall. The burr projects perpendicular to the tube axis beyond the tube OD approximately 5 percent of the wall thickness (Figure 13). An inline wire brush end finisher removes the burr.
 |  |
| Figure 13 Clearance Burr | Figure 14 Quick-change Die Jaw Cartridge |
Setup and maintenance can be simplified with offline fixtures, such as the quick-change die jaw cartridge shown in Figure 14. These devices save costly tube mill changeover downtime and enable offline maintenance.
With the right equipment and proper setup, tube mills can produce efficiently dimple-free round tubing that requires no end finishing.
�

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





