















President
 |
| Figure 1 Original tubular forms, such as bulrushes, are found in nature. Modern tube isn't an invention—it's merely a copy of a natural plant form. Photo courtesy of Wildcat Bluff Nature Center, copyright 2001. |
Editor's Note: This article is the first part of a two-part series about fin passes. Part I discusses their location, what they do, and how they do it. Part II focuses on troubleshooting.
Contrary to popular modern views, the first tubes were created long before man had a role in the process. I mean a really long time ago. Rush plants (any of various stiff marsh plants of the genus Juncus having pliant, hollow, or pithy stems) were and still are examples of strong, hollow structures that have served man throughout the ages. Moses is said to have floated on the Nile in a boat made of bulrushes and tar. The rush used then probably looked a lot like those shown in Figure 1.
Many unnamed sources claim to have invented the tube. I say unnamed because, as an author, I cannot identify the culprits, I mean sources, of these unsubstantiated rumors! I hope this settles the argument of who invented the tube and applied the principles of its use to improve man's lot. Man didn't invent tube—he merely copied what he saw in nature.
But enough about the origin of tube. The purpose of this article is to educate new tube mill operators on an important aspect of the welded tube process: fin passes. They can be a bit mysterious and lead to questions such as, What are fin passes? Where are they located? Why are they needed? Why don't they work the way they should?
The fin pass was not the first time your father gave you five bucks for your allowance. The fin passes are those forming passes that immediately follow the breakdown or initial forming stages on a tube mill. Their role is paramount in the successful final presentation of the formed tubular section to the welding process. This answers the first question.
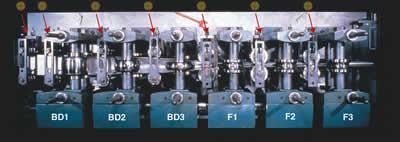 |
| Figure 2 Incoming material moves through the breakdown (BD) pass stands then the fin (F) pass stands. |
Figure 2 shows a typical integral-gearbox tube mill from the entry table to the end of the fin passes. Symbols BD1 through BD3 indicate the three breakdown forming passes. Symbols F1 through F3 show the three fin forming passes. The red circles with the X's in their centers indicate the idle or side-guiding passes between the driven passes. The flat strip enters at the left-hand side of the image and exits the mill on the right-hand side as an almost fully closed but unwelded tubular shape. So the answer to the second question, Where are they? is this: Fin passes are located between the breakdown and welding zones of the tube mill.
 |
| Figure 3 The breakdown passes bend the material so that it begins to take on a tubular shape. |
The forming performed in the breakdown passes (BD1 through BD3) is simple bending, which is accomplished by trapping the strip between a pair of matched male and female profiles. The movement of the strip from one pass to the next forces the material to conform to the space between the roll faces (see Figure 3).
The role of the breakdown passes is to bend the material. If the roll tooling is adjusted incorrectly, or if the incoming strip is thicker than the tooling was designed to handle, the breakdown passes will do more than bend the material. They will squeeze the material so much that thinning occurs. This is not a desired result—localized thinning creates edge deformation (because the thinned zones become longer than the body of the tube) once the strip enters the fin forming and weld forge passes.
The breakdown passes and the fin passes are significantly different in the force they apply and the forming they achieve (see Figure 4). The fin passes do not simply bend the material; rather, they compress the section until the metal flows. They compress the material with enough force to overcome the elastic limit of the material to achieve a permanent change in shape.
The reason we need fin forming passes is really simple. It is all about the length of the lever arm available to bend the material.
 |
| Figure 4 The fin passes compress the material with enough force to exceed the elastic limit, causing the metal to flow. |
You can demonstrate the use of a lever arm without looking at a tube mill. Take that mighty office tool, a paperclip, straighten it, and—using nothing but your bare hands—attempt to wrap it around a ball point pen. When you have a 1-inch or greater length of wire in your hand, it is easy to make most of the wire conform to the outside diameter of the pen body.
As you get to the end of the paperclip and the remaining length of wire becomes shorter, it becomes increasingly difficult to make the wire bend and stay in the bent shape. The ends tend to stick out and spring back to their original straight condition. This occurs because you don't have a long enough lever left at the wire's ends to force them around the pen body. As hard as you try, the ends just spring back to their original shape. Even if you cheat and apply extra force with a pair of pliers, a small portion of the wire close to the end remains straight.
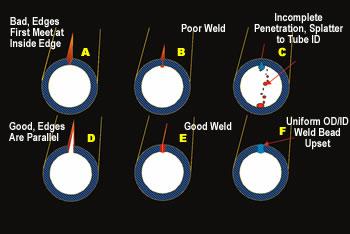 |
| Figure 5 Diagrams A, B, and C show a bad seam weld. (A) The edges of the tube meet only at the inside corners, and the weld surfaces are not parallel. (B) The weld quality is poor, resulting in (C) incomplete penetration and weld splatter on the ID of the tube. Diagrams D, E, and F show a good seam weld. (D) The weld edges are parallel, (E) weld quality is good, and (F) the tube has a uniform ID and OD with a small amount of weld bead upset. Courtesy of Electronic Heating Equipment Inc., Bonney Lake, Wash. |
In short, it's very difficult to bend the wire into the desired shape. In the same manner, the breakdown forming passes can't make the extreme edges of the strip take on the desired finished shape. No design for breakdown forming can change geometry. As bending moves toward either strip edge, the forming radius created in the breakdown zone disappears. The strip edges, for a length approximately two to three or more times the material gauge, simply have little or no formed radius. If they were forced together without further work, the strip edges would touch only at their inside corners (see Figure 5).
We need to apply another force besides simple bending to make the entire cross section of the open tube, including the edges of the strip, conform to a desired form radius. That force is compression.
If the tube mill applied compression, or squeeze force, in the previous section—in the breakdown passes—the material thickness would decrease and the width would increase. However, the fin forming passes trap the material and thereby do not allow the width to increase.
Correct levels of compression forces applied in the fin forming section actually cause an increase in wall thickness. More about this later.
While it's possible to create welds with nonparallel strip edges, it's not desirable. Welding nonparallel edges, as opposed to parallel edges, leads to a much higher chance of weld faults and scrap.
When we discuss edges being parallel we refer to both the inside and outside opposing strip edge corners (see Figure 5).
In induction-welded tube, the strip edges heat up in direct relationship to their proximity to one another. If the edges aren't parallel, edges that are closer together heat more than a pair that's farther apart. Unequal edge heat can cause cold welds or lap seams.
When the strip is slit to width, the goal is to produce edges at 90 degrees to the strip's upper and lower surfaces. In practice, the slit edge is rough, uneven along the length of the coil and even dented or gouged from handling at the coil entry. The fin forming passes, by progressive cold working, coin the irregularities at the strip edges and force the entire open section to conform to the desired finished shape for proper welding.
To illustrate the degree to which the fin pass tools must work, look at the following example.
The slit width for all tubes is based on the neutral axis of the strip plus an allowance (the addition of width) for reduction in the fin passes, upset loss in welding (the squeezing out of weld bead), and final sizing. We'll assume the tube's OD is 1.030 in. and its wall thickness is 0.100 in. (see Figure 6):
 |
| Figure 6 The relationship between the ID (represented here by d), OD (represented by D), and the neutral axis is crucial to understanding strip width calculations. |
This example shows a difference of 0.628 in. between the circumferences of the tube's OD and ID. It thereby illustrates the degree to which the inner fiber of the strip must be compressed and the outer fibers stretched to accommodate the change in profile in the fin forming passes. It is crucial to have enough strip width introduced into the mill for the fin tool set to function properly.
It should be clear at this point why we need the fin forming passes, but one last question still is unanswered: Why don't they work the way they should? We'll look at troubleshooting the fin passes in the next issue.

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





