















Vice President, Global Plasma Automation

At a low amperage, plasma marking discolored the surface of this carbon steel part with minimum vaporization of the metal. A reduced marking speed will result in deeper penetration.
Fabricators mark parts to indicate part numbers, bend or cut lines, drill or hole points, weld locations, and lot numbers and for tracking and documentation. The technologies used for marking — aside from plasma — include manual techniques, such as stamping with a punch as scribing , powder marking, inkjet printing, and laser marking.
Manual techniques have a very low upfront cost, but are slow and introduce the potential for human error. In this era of automated controls, manual marking is impractical for long part runs or assemblies with thousands of parts.
Inkjet printing is automated, very fast, and doesn’t require heat, but it requires additional equipment and consumables. Ink, paint, and other markings may be effectively layered on clean metal (notably aluminum) and coated metal, but aren’t effective on material that is wet, oily, or has heavy mill scale.
These markings also may not be suited for applications in which the metal will oxidize heavily (such as a corrosive shipyard environment); that won’t offer sufficient contrast for easy visibility; where the marking must remain visible after painting; or when the part is subject to friction that could rub away the mark.
In powder marking, a torch applies a line by melting zinc powder in a special gas tip and projecting it onto the workpiece. The mark can be removed without trace, which may or may not be desirable, but it also introduces more heat into the part. Like any system with more machines, it also offers another component subject to maintenance and downtime.
Lasers offer speed and precision, but have the highest capital cost and additional safety requirements.
In many fabrication operations, plasma marking, which uses the same power sources, controls, and consumables used in plasma cutting (Figure 1), is a good option. Marking and cutting on the same table also eliminates the material handling time and costs associated with marking parts in a secondary operation.
The plasma marking process uses approximately 5 to 30 amps of current, depending on the material and depth of mark desired. At lower amperages, the plasma arc creates surface discoloration because of the deposited heat flux to create a mark (Figure 2). This type of marking modifies the top surface layer only; the arc vaporizes a very small amount of material (if any), which may be desirable in applications in which fabricators want to paint over or otherwise obscure the marking.
Because argon is a monoatomic noble gas with a low-energy content, it often is chosen as the plasma gas for surface marking.
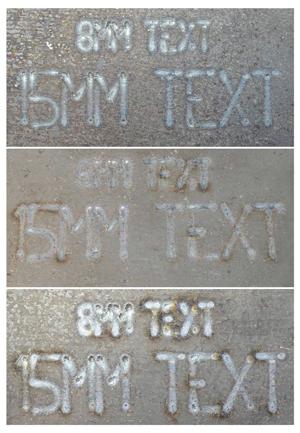
At higher amperages, the plasma arc melts or vaporizes a slightly larger amount of material to create an indelible mark (Figure 3). By varying process parameters, the fabricator can control the depth and width of the mark. For example, a mark may have to show through a heavy coat of paint or epoxy or after years of exposure in a corrosive environment.
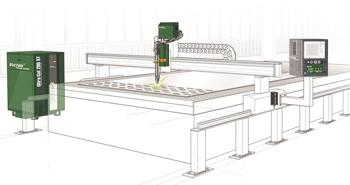
Figure 1: Fabricators with a high-precision plasma system do not need to purchase or install any additional equipment. Shown here are a high-precision plasma power source, CNC (including height controller), torch lifter, and automated gas control module.
Plasma marking also can create dimples that facilitate drill starts or punching.
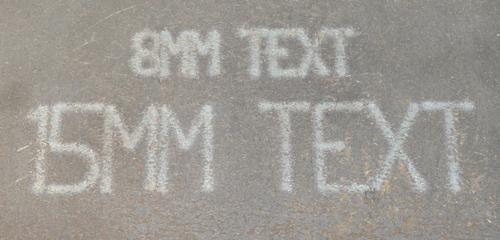
For deeper marks, fabricators typically choose nitrogen for the plasma gas; this diatomic active gas has a higher energy content. High-precision plasma systems can produce precise marks with consumables suited for 15- to 400-amp applications. Figure 4 shows characters just 8 mm (0.315 inch) and 15 mm (0.59 in.) high. The precision of the mark changes slightly with higher-amperage consumables, but the difference is relatively small.
For all types of marking, fabricators typically use the same shielding gas as they do for cutting (for example, air or O2 for carbon steel or H2O for nonferrous metals). In any event, the additional gas costs are negligible.
All high-precision plasma power sources can produce plasma marks. However, to obtain the most precise character depth, shape, and appearance, a fabricator might consider an integrated system with a higher-end CNC. The process parameters are embedded in such a system, and it automatically selects and adjusts all variables, seamlessly switching between cutting and marking.
An automated gas-control module is another option for fabricators that use argon for marking. It eliminates the purge cycle between marking and cutting, which leads to faster cycle times and more productive cutting — the objective of all fabrication operations.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}