Contributing editor
 |
Budd said he courted the gear processing market, but prospective customers wanted parts with a perpendicular edge, which he was not able to achieve with the 2-D abrasive waterjet equipment he was using.
In 2-D abrasive waterjet cutting, the waterjet moves at 90 degrees to the plane through which it is cutting. The exit point of the stream lags behind the entrance point, causing irregularities on the inside corners of the part (see Figure 1). The thicker the material is or the faster an operator tries to cut it, the greater the stream lag and the more pronounced the damage.
In addition, because waterjet cutting is a beam-type process, like lasers and plasma cutting, as beams cut material, they lose energy. This causes a V-shaped taper, called a draft angle (see Figure 2).
 |
| Figure 1 Stream lag caused inside corner damage to this 1-in.-thick stainless steel part. The exit point of the stream lags behind the entrance point, causing irregularities on the inside corners of the part. The thicker the material is or the faster an operator tries to cut it, the greater the stream lag and the more pronounced the damage. |
"Because of the problems with taper on the old style of waterjet, there were certain things that we just couldn't do. There was no way that we could cut gears," Budd said. "If you had put two waterjet-cut gears together, the top would be wide open and the bottom would be touching.
"The consequence was that we had to slow way down around the corners in order to achieve an acceptable, perpendicular edge for the customer," Budd said. "And cutting slowly adds cost to the parts."
At first Budd considered trying to customize his machines. He approached a company that made five-axis heads for milling machines to try to adapt a "miniwrist" to Precision's existing equipment, but decided against it.
"To be able to adapt something to have the ability just to cut a straight line without taper may not have been that difficult, but to get it to go around corners and at different speeds, and for it to know what angle it should be set at—those were the issues that were very complicated," he said.
Then Budd met with Flow International, Kent, Wash., to talk about its claim that an advancement of its waterjet equipment, the Dynamic Waterjet™, could cut with almost no taper.
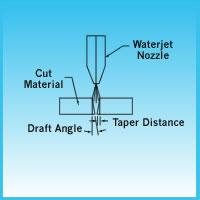 |
| Figure 2 Because waterjet cutting is a beam-type process, like lasers and plasma cutting, it loses energy as the beam cuts material. This causes a V-shaped taper, called a draft angle. |
"As part of an arrangement with them, I agreed to do testing and they gave me a little longer guarantee and helped me with some other things going on in the shop," Budd said.
"It was a real eye opener—for us to see what we could do with that equipment, and also for Flow to find out what issues they would have for in-service requirements out in the field," Budd said. "It went very well."
"The Dynamic Waterjet has a miniwrist that allows up to a 15-degree taper to be put on the head to eliminate the taper on the part," Budd said. "Because the dynamic head is constantly compensating for that angle, it cuts the part perpendicularly and doesn't have to slow down around the corners.
"Going around corners and keeping a good finish had always been a little tricky, but now that the Dynamic Waterjet has calculated all of these complicated angles and modeling for different materials and different thicknesses, we can go around corners faster and maintain a smoother edge finish on the bottom than we could with our conventional waterjets," Budd said.
"The result—zero taper. The Dynamic Waterjet head and software took care of the problems.
"Basically we just program the part, tell the machine what type of material it is, what thickness, a basic finish that we'd like, and the machine will perform the rest of the operation," he said.
Because the company had already been using waterjet equipment, Budd said he already had a good idea of the costs to operate the new equipment. The only additional cost would be for the new head.
"From our standpoint, the dynamic taper control added much more to the value of the equipment than it cost," Budd said.
"The machine that was being introduced was somewhat revolutionary to the industry, and we want to be at the top of what we do.
"But I'm not a conventional buyer," he said. "My wife just rolls her eyes back when I start talking about equipment.
"In terms of capabilities, we've always tried to stay ahead of the curve," Budd said. "Our competition could be a guy who just started six months ago with new equipment."
Budd said the new waterjet equipment opened some new markets and provided opportunities for his sales force to call on companies they couldn't before.
"There are quite a few gear manufacturers out here in California looking for a faster way to process prototypes," Budd said. "This enables us to cut the gears so that they're perpendicular to both surfaces and have very tight tolerances. When you cut the mating gear, it's also cut so that the surfaces are perpendicular, so the gears match perfectly."
Budd said that the improvement enabled the company to pick up work in the architectural and signage industries as well.
"Something else that we had wanted to do for a few years was zero grout marble medallions," Budd said. "Typically, in order to do a zero grout joint when you're cutting with a conventional waterjet, you would either cut it face down—and there are a lot of problems with that—or you would do a lot of secondary cutting and grinding to make it fit properly.
"Our competition comes from Europe or China. In China, where the labor is a lot less expensive than it is here in the U.S., they're able to cut these parts to fit by hand processing.
"We're now able to do it with equipment so there is no secondary finishing. We just cut the medallions to size and shape, and the parts go together almost like a jigsaw puzzle."
Often the company cuts metal inserts—company names or logos out of brushed stainless steel—that have to fit perfectly into a marble or granite background. "In the sign industry, Dynamic Waterjet makes it easier for us to do the assemblies of the lettering; it gives a better fit.
"They may be just 10 or 15 percent of our business, but all of those 10s and 15s add up. That machine has generated its own work."
Budd said the new technology has improved the condition of parts the company had already been producing. "We have several clients who do high polish on all surfaces of materials. Previously with that taper, it was time-consuming and costly to get the material flush and then to put a mirror finish on it so that differences couldn't be detected visually on a wall next to other polished finishes."It enabled us to give them something that looks almost like a machine finish to start with."
Budd said the capabilities allow the company to serve additional needs of current clients. "Even if it's a small part of what our customer does, they would have to send it to some other company to process."
 |
| The Dynamic Waterjet has a miniwrist that allows up to a 15-degree taper to be put on the head to eliminate taper on the part. Because the dynamic head is constantly compensating for that angle, it cuts the part perpendicularly and doesn't have to slow down around the corners. |
In addition, Budd said his new capabilities have created opportunities for customers in the architectural industry on jobs on which they used to have to do a lot of handwork. "Now they're looking to us and saying, 'This is something that we want to try but it's a little complicated at this corner where it goes together. We can't get in there with conventional tooling, so can your machine do it?' Usually the answer is yes."
Budd admitted that the new work affected his space requirements. "Yeah, I had to buy a new building. Another set of rolled eyes from my wife," Budd said, chuckling. "We've generated a lot more work, and we needed the warehouse space. We're using every bit of space we picked up. We actually doubled in size."
Safety and training issues were an additional consideration. "We're more conscious of safety, because now we're dealing with a jet that has the ability to cut with more obtuse angle and to deflect water and garnet. But in the day-to-day operations, we really haven't seen anything that would make it appear more dangerous or more prone to injury.
"Because of the safety features in place—they've made the bed a little deeper, they've moved the head a little further inboard—there really isn't anything more we have to do."
Budd said there were few issues regarding training because the new equipment operated about the same as the equipment he had. "Integrating that piece of equipment into the day-to-day operations happened very quickly," he said.
"Productivity increased from what we were doing. Day-to-day, overall operations are 15 percent faster than we were cutting with our previous waterjets.
"So we are able to send a part that's more acceptable to the customer, and we aren't charging him anything more," Budd said. "We're able to achieve higher profits because we can go a little faster, and we have a satisfied customer because he's getting a better-looking part.
"The result is that we made old customers happy and opened markets to new customers."
Precision Waterjet, 718 N. Hariton St., Orange, CA 92868, 888-538-9287, fax 714-289-4449,jack@h2Ojet.com, www.h2Ojet.com.
Flow International, 23500 S. 64th Ave., Kent, WA 98032, 253-850-3500, fax 253-813-3285, www.flowcorp.com.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...