















Contributing Writer
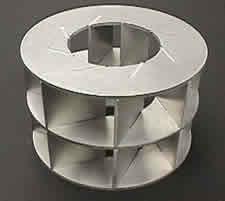
Lead Image: A fan assembled with tabbing is ready for welding.
Designers need to be familiar with some abrasive waterjet machining features to minimize overall cost. Some of these concepts also may apply to laser, plasma and oxyfuel cutting.
All projects begin with a design, which usually is prepared with a CAD program. Almost all abrasive waterjet systems accept CAD data (usually a 2-D .dxf file) as input for generating the tool path that cuts the part. Carefully preparing an accurate CAD drawing saves time in setting the tool path and helps prevent errors that cause scrap. Specifically, follow these guidelines:
The speed along the path varies according to the surface finish required. For this reason, finish requirements should be indicated. This specification usually is done by using "layers" within the .dxf file and is specific for each waterjet machine. Learn how to specify surface quality for the particular machine you will be using.
Avoid manual dimensioning. If dimensions are required for some reason other than the abrasive waterjet machine, use the automatic dimensioning feature of your CAD system. A machine operator's worst nightmare is to make scrap because the .dxf file and the dimensioned drawing don't agree.
If you have trouble reading a .dxf after it has been sent by e-mail, try using PK-Zip to zip it first. Some e-mail programs recognize a .dxf file as a text file and reformat it using rules that make it useless as a .dxf file.
The speed at which an abrasive waterjet can cut depends on the shape of the part. Fine, sharp features cut more slowly than large, rounded features. Smooth, striation-free edges take longer to cut than rough severance cuts. Some guidelines follow for designing parts to save time later.
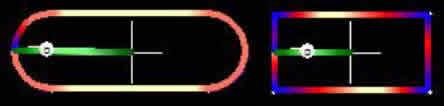
a) Round EndsCut time = 0.832 minuteb) Square Ends
Cut length = 3.57 in.Cut time = 1.142 minute
Cut length = 3 in.
Check whether the machine you use has corner passing. If so, sharp corners are cut the fastest. Otherwise, design the corners with as large a radius as possible to save cutting time.
Tabs also are a useful way to store small parts to minimize handling. Storing in inventory, anodizing, and plating all can be performed on a single sheet of tabbed parts. Then, when the parts are needed, they are broken free like parts in a plastic toy model kit. See Figure 4.
Forethought about the entire design as an assembly or weldment also can save manufacturing time (see Lead Image). The shape flexibility and the precision possible with abrasive waterjet cutting permit self jigging assemblies and other useful features for easing assembly.
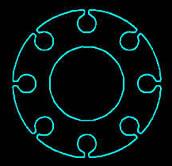
a) The tab extends through the mating plate and is twisted with a wrench to lock the two pieces together.
b) The tab is somewhat shorter than the plate thickness and is plug-welded into place.
c) The tab is somewhat shorter than the plate thickness and is tapped for bolting into place.
Time can be saved in piece-part manufacturing, assembly, and welding by using knowledge of the cutting process to its fullest during the design phase.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}