
















Contributing Writer

Figure 1600-Pound Pressurized Hopper for Feeding Garnet
Many shops today, from R&D companies that make a few parts per week to production shops that run 24/7 making hundreds of parts per day, use waterjet cutting. Part sizes range from a fraction of an inch to many feet. These shops have differing needs, so they need different accessories
The occasional jet user moves garnet to the hopper by hand and once in a while shovels out the tank that collects the spent garnet. Capital expenditure is usually foremost in this shop owner's mind.
Production shops make their money by maximizing cutting time and run the machines enough that the capital costs are a very small portion of the hourly cost. These shops want automated garnet handling.
Garnet Feeder—A garnet feeder is a pneumatic conveying system that automatically delivers garnet to the machine. A large amount of garnet is first placed in a pressure pot (Figure 1), and air pressure from 20 to 50 pounds per square inch (PSI) forces the garnet through a hose to a smaller chamber near the nozzle. If the chamber is large enough, the pressure pot can be refilled without stopping the cutting operation. In some very high-volume shops, the pressure pot is fed from above by gravity from a multiton hopper.
Abrasive Agitator—In very humid conditions, garnet flow can be stopped by moisture bonding the grains together. In very dry conditions, the flowing abrasive can develop static electrical charges that bond the grains together. In both cases, the bonds prevent the garnet from flowing from the machine-mounted hopper to the cutting nozzle and skipped cuts can occur. The problem is solved with an agitator that mounts on the machine-mounted hopper and vibrates it.
Garnet Removal—Garnet removal is accomplished by pumping garnet-laden water to a large hopper (Figure 2) in which the garnet settles and the water is returned to the catcher tank. In most cases, the cutting jet action fluidizes the garnet enough for pumping. Otherwise, a second pump is used to power low-pressure jets within the tank to help fluidize the garnet. It is not necessary to remove all garnet in the tank, but the device must remove it at least as fast as it is deposited after it builds up to a certain level within the tank.
Garnet Recycling—Depending on quality, the spent garnet within the tank may contain 20 percent to 50 percent reusable material. Garnet recycling systems are available on the market in the $20,000 to $60,000 price range. Energy for drying the garnet is the major operational cost. Say a shop running a waterjet 1,000 hours each year uses about $20,000 worth of garnet. If, taking the optimistic case, 50 percent of this could be recovered at a cost per pound that is half that of new garnet, the shop could save $5,000 annually, which equates to a four- to 12-year payback. Payback could take less time for shops using larger garnet amounts.
Factors to consider when purchasing a recycling system include the percentage of recoverable garnet, the price of new garnet, garnet disposal costs, energy costs, floor space, and yearly garnet usage.
Many useful abrasive jet cutting operations can be performed with a simple XY table and a manually set Z position for the nozzle. The jet is turned on to pierce the material, and the machine produces a flat part. The part will have a slight taper on the edge.
Some materials can't be pierced without cracking or delaminating. Sometimes no taper or a large taper is desired on the edge. Perhaps the part is to be cut from material that is not flat or from material that warps as it is being cut. Maybe the material can be cut well without abrasive. Accessories are available for all these conditions.

Figure 2Pump and Settling Hopper for Garnet Removal
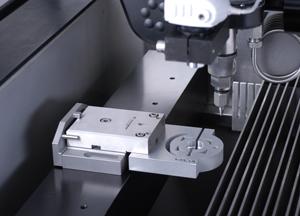
Taper Management—The jet produces a tapered kerf; the amount of taper depends on cutting speed. This taper can be eliminated in critical areas by moving the jet slowly, but it generally is not economical to cut an entire part at the minimum taper speed.
The solution to taper is a tilting head accessory (Figure 3) in which software automatically adjusts the tilt to make a square edge on the part while placing the entire taper in the scrap. These heads also can be used to add limited intended taper for applications such as die relief.
Sometimes a large, unidirectional taper is desired, as for knife blades. In this case, simply tilting the nozzle a fixed amount does the job. Figure 4shows a molding blade made with this accessory.
Optional Nozzles—Most jet cutting machines come with a standard nozzle that draws the full power of the pump for rapid cutting and is excellent for thick parts, as shown in Figure 5.
For thin materials or delicate parts, a smaller nozzle often produces a better result. A useful accessory for this type of work is a small nozzle used with a low abrasive flow rate. Such nozzles can produce extremely fine work, as shown in Figure 6.
Some materials, like rubber, cork, thin wood, and paper, do not require abrasive for cutting. An abrasive jet nozzle with the abrasive turned off can be used in such cases. However, you can achieve a much better jet and cut with a water-only nozzle that has no mixing tube. This allows the work to be very close to the water orifice where the stream is still very coherent.
Piercing Accessories—Some materials, including glass and various composites, cut well with an abrasive jet but are just about impossible to pierce. They either shatter or delaminate while the high-pressure jet is on but has not yet severed the material. Many machines have a low-pressure pierce setting to overcome this problem that works well for many materials.
In some materials, even low pressure damages the area near the pierce. For these materials, predrilling is the only option. This can be done either offline with a drill template or with a drill accessory mounted on the waterjet machine. See Figure 7.
Nozzle Standoff Control—For best cutting results, the nozzle usually is kept about 0.040 in. to 0.120 in. from the material surface. If the material is not flat within this range, the only option is to move in the Z direction to compensate. Two accessories accomplish this motion.
First, if the required motions are large and you know them ahead of time, you can use a programmable Z axis. A typical application for this accessory is cutting flames or other patterns in the domed surface of an automobile wheel. The Z motion must be programmed into the machine before motion begins.

Figure 3Tilting Head for Removal of Taper on Part Edges
The second accessory is a terrain follower that senses material height and drives the Z axis to maintain a constant standoff. This accessory is useful for cutting warped material or material that warps while cutting because of internal stresses. Note that cutting warped material will not provide precision parts, and even worse precision errors occur if stresses are being relieved during the cutting.
Supply Treatment—Most water supply systems deliver small particles along with the water, at least some of the time. Wells deliver sand; the city works on the pipes, shaking dirt loose. At the minimum, inlet filtration is necessary to protect the pump and nozzle from particles.
Often water contains dissolved calcium and magnesium at levels that can precipitate within the pump and on nozzle surfaces. A water softener removes these elements economically.
Iron and silica are other water impurities that can precipitate and cause the same problems as calcium and magnesium. However, softeners cannot remove these impurities; a reverse-osmosis system usually is needed.
The final impurity to watch for is acid. Acidic water can cause early fatigue failure of high-pressure components. Accessories are available to neutralize acid water.
Finally, water inlet temperature is a concern because it has a dramatic effect on life of the polymer seals used in the pump. Raising the water temperature from 50 degrees F to 100 degrees F can reduce seal life by a factor of 25. Inlet water chillers are available as an accessory for areas in which water is supplied as warm water.
Machine Water Tank—Abrasive jet has reached precision levels at which thermal expansion can contribute significantly to part error. In a steel part 100 in. long, for example, temperature change of 1 degree F can change the dimension by 0.001 in.
Some waterjet users operate in temperature-controlled rooms to avoid this error source. In this case, the water in the cutting tank is maintained at the same temperature by a cooler that is available as an accessory for precision operation.
Left untreated, the water in the tank below an abrasive jet table can grow foul-smelling organisms. An important accessory for avoiding these foul smells is a hot tub float with chlorinating tablets. When a recycle system such as the one described next is used, a hot tub float is unnecessary, because the system sterilizes the water.
Wastewater Treatment—Normally, the water leaving the machine contains a small amount of fine claylike silt. Most sewer districts can handle this fine silt, but in those cases in which such disposal is prohibited, a weir tank accessory can be used. This tank is used to settle the fine silt and deliver clear wastewater for the drain.
Figure 4Molding Blade Made With Tilted Nozzle
In some jurisdictions, no water can be run to the drain. In some cases, such as lead cutting, the wastewater contains materials prohibited in the sewer systems. For these applications, a complete water recycle system is available. The system filters the water, kills circulating biological organisms, removes built-up minerals, cools the water, and returns it to the high-pressure pump.
With small waterjet machines, both raw material and parts usually are moved by hand. Lifting devices are used for larger and heavier materials. An ideal solution is a bridge crane built right into the building structure, but several lower-cost options are available. Among them are gantry cranes (Figure 8) and jib cranes that can be installed on the shop floor.
You also can use forklift trucks, but they probably are the least desirable choice because of their limited reach and the danger of running into the machine at each operation.
Once you choose a lifting device, you still must choose a means to attach it to the material being lifted. The lowest-cost but most difficult to use device is a sling of either fabric or chain. Magnetic materials are easily lifted by an electromagnet. The most versatile device is a vacuum chuck (Figure 9) that can lift any type of material and is useful for the entire range of materials that can be machined with an abrasive jet.
The most common support for material is simply a set of metal slats. The material is held vertically on the slats and restrained horizontally by clamping with spreader clamps.
Waterjet brick is more expensive to use than slats, but is good for supporting small parts. It can be placed on top of the slats for above-water cutting or at the slat level for underwater cutting. You can use screws to anchor small pieces or raw material directly to the waterjet brick (Figure 10). Many shops use both slats and waterjet brick.
For precision work and work that will be transferred to a wire EDM for finishing, EDM pallets (Figure 11) and complete EDM tooling systems can be installed.
Certain useful accessories defy classification.
An abrasive jet is a versatile tool with many uses. Accessories can adapt basic machines to many industries and tasks.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}