















Contributing Writer
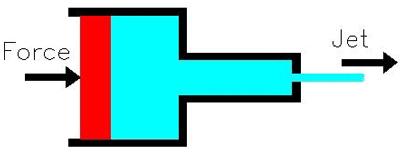
Figure 1: A simple pump shows the relationship between mechanical power input and jet power output.
It is easy to see that doubling a waterjet pump's horsepower should at least double the cutting speed. Indeed, with double the pumping power, you could run two nozzles and produce twice as many parts.
But what if you want to make only one part? Will doubling the power in a single nozzle make the part in half the time? How will doubling the power affect the economics of making the part? Then, if you decide you want more power, is it better to run at higher pressure or to just use a larger nozzle or perhaps two nozzles? These are some of the questions to be addressed in this article.
The power required to run a jet is the pressure behind the jet times the flow rate of the jet. This is easily illustrated by the basic mechanics of a simple pump. In Figure 1, a piston of area, A, is being pushed at speed, V, and the orifice forming the jet develops a pressure, P, in the cylinder. The power being put into this pump is simply the force on the piston times its speed. The force on the piston is the pressure, P, times the piston area, A. So the power is:
Power = PAV (1)
But the area times the velocity of the piston is just the flow rate of the water, Q. So,
Power = PQ (2)
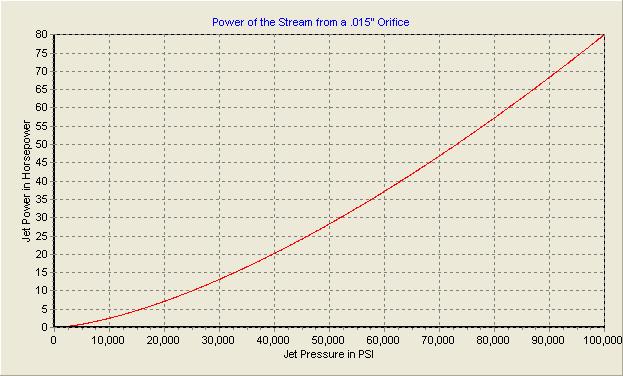
Now if you push on the piston harder, you can raise the pressure and, at the same time, force more water through the nozzle. In that case, both P and Q rise, so that the power of the jet rises. The jet power for a 0.015-in. orifice as a function of pressure is shown in Figure 2.
Conversely, you can push on the piston with a constant force, keeping the pressure constant, and increase the diameter of the orifice to let more water flow through. The increased flow also increases the jet power. The flow rate is given by:
Q = 0.7854 Cd d2 v( P/?) (3)
Where: d = Orifice diameter
Cd = Orifice discharge coefficient, roughly 0.65 for cutting jets
? = Density of water
In terms of pressure and orifice diameter, the jet power can be written as:
Power = 0.7854 Cd d2 P1.5/ ?.0.5 (4)
The jet power at 55,000 PSI for various jet diameters is shown in Figure 3.
The cutting speed as calculated by Zeng for a jet was presented in an earlier article1 as:
 (5)
(5)
Where: P = Stagnation pressure of the waterjet in thousands of PSI (KSI), typically 50,000
d = Orifice diameter in inches, typically 0.014
Ma = Abrasive flow rate in lb./min., typically about 0.8
fa = Abrasive factor (1.0 for garnet)
Q = Quality, Set to 1.0 to calculate separation speed
H = Material thickness in inches
Dm = Mixing tube diameter in inches, typically 0.030 to 0.040
V = Traverse speed in IPM
M = Machinability of material2
This formula is one of the best publicly available models of the cutting process. The equation can be used to study the effects of varying the pressure and the jet diameter for comparing increasing jet power—via pressure and via flow—by increasing nozzle size. The pressure effect is easy, but when the orifice diameter is increased, the mixing tube diameter also is increased with a constant ratio. Further, as the mixing tube diameter is increased, the abrasive flow is increased according to the area of the mixing tube to keep the abrasive loading constant. These two additional factors can be expressed as:
Dm/d = constant (6)
Ma/Dm2 = constant (7)
With these two additional relations, the cutting equation of Zeng's cutting equation reduces to
V= K P1.8331 d1.6583 (8)
where K is a constant for a particular material, thickness, and cutting quality.
Equations (4) and (8) can be used to calculate the cutting performance as a function of nozzle horsepower for various conditions. Figure 4 shows the cutting speed as a function of jet horsepower for two conditions. Both are scaled to a common starting point, at which a 35-HP jet is cutting at a speed of 100 IPM. Such a jet is slightly larger than 0.015 in. operating at 55,000 PSI (see Figure 3).
The top curve in red shows the effect of simply increasing the pressure. As the pressure rises, the flow rate and the jet power rise. By the time the power has doubled to 70 HP, the pressure is at 87,307 PSI.
The lower curve in green shows the effect of increasing the jet power by increasing the jet diameter. At the same 70-HP point, the orifice operating at a steady 55,000 PSI has grown from 0.015 in. to 0.021 in. The power has doubled, but the cutting speed hasn't. Why not? Because the larger nozzle now is making a kerf that is about 40 percent wider than the small nozzle, and some of the energy is diverted to that process. The speed could be doubled by running two nozzles at the original 35 HP each and making two parts rather than one in the same time. That point is shown as a dot on the curves.
So, by looking at Figure 4, you might be tempted to conclude that spending electric power on pressure would give the highest cutting performance. But that is not necessarily so, because of the radically different equipment needed to reach the higher pressures.
In an earlier article I discussed pump types and the fact that metal fatigue limits the designer to about 55,000 PSI, if infinite fatigue life is required.3 The slow-stroking intensifier pump can get reasonable cylinder life in the hundreds of hours while operating at high pressures above the fatigue limit. All high-pressure components then become consumables, which results in higher maintenance costs.
Currently direct-drive pumps cannot reasonably operate above the fatigue limit. So increasing the pumping power by increasing pressure requires the use of intensifier pumps, whereas increasing it via nozzle size or by running multiple nozzles does not.
A very efficient intensifier operates with a mechanical efficiency of almost 70 percent; a direct-drive pump operates at least 90 percent. So we can replot Figure 4 on the basis of motor horsepower required to run the 35-HP jet, rather than the power of the jet itself. The red curve in Figure 5 showing increasing power via pressure now is an intensifier, and the green curve showing increasing power via nozzle size is a direct-drive pump. Again, the dot on the curve shows the power and performance increase for two-nozzle operation.
The curves in Figure 5 illustrate that the direct-drive pump begins at a big advantage because of its efficiency. It is cutting at 100 IPM with 40 HP, as opposed to the 50 HP required by the intensifier. But, as the power is increased by the two methods, the intensifier gains by increasing the pressure as opposed to the flow and has a slight edge at 100 HP, at which the cutting speed is about 7 percent greater than with the larger nozzle.
The most important question to ask when determining waterjet requirements is this: What does my shop do?
If you produce quick-turnaround, precision parts for maintenance, tooling, or R&D, and the machine is rarely fully occupied, the time to make a part can be totally unimportant. It doesn't matter whether the part takes 10 minutes or five minutes, as long as the part is delivered quickly as needed. For this type of shop, the preceding discussion is of little interest. A lower-power jet will meet your production needs at the lowest initial investment cost.
If yours is a high-volume production shop, nozzle power becomes more important. Adding another pump or replacing the pump with one of higher power can permit more work to be done on the same machine. Operating multiple nozzles is always more productive than a single nozzle of the same power, but can require more setup time. It requires no calculation to determine that operating two identical nozzles rather than one will double production.
Very high pressure in a single nozzle may give you a slight edge in productivity for straight-line cutting in exchange for higher maintenance costs for both the pump and downstream plumbing. However, the effect may be within the errors of the estimation method dependent on equation (5). Moreover, this edge can be lost in less effective controller software4.
Before buying additional or new equipment, be sure to study the options carefully and make sample cuts with time studies.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}