















Una introducción sobre los accesorios del chorro de agua
Los nuevos usuarios del chorro de agua deben estar al tanto de los avances tecnológicos recientes

Figura 1: En la Expo Internacional de Tecnología de Manufactura 2010 en Chicago del pasado septiembre, los asistentes mostraron gran interés en lo que podría significar el corte de bisel en un chorro de agua para algunas de las partes biseladas complejas que fabrican.
Durante los últimos años, ha habido cambios significativos en el campo de los chorros de agua. Las máquinas se han vuelto más precisas; más funciones han ampliado su aplicabilidad; y lo más importante para muchos fabricantes, el costo de entrada de la tecnología se ha reducido.
Un número creciente de talleres de fabricación y trabajos en metal han comprado o están considerando su primer centro de corte por chorro de agua con abrasivo. Sacar el máximo de esta inversión requiere tomarse el tiempo para conocer y evaluar algunas de las opciones y accesorios actualmente disponibles para los talleres.
Controlando el corte
De todos los avances en el chorro de agua en los años recientes, la mayoría de éstos han mejorado las capacidades de corte de las máquinas. Por ejemplo, la capacidad de cortar biseles está atrayendo la atención de fabricantes de partes complejas. Este corte de bisel se logra mediante la combinación de una boquilla inclinable y software de computadora para controlar su movimiento. La capacidad permite cortar componentes con geometrías complejas (vea la Figura 1) y además proporciona bordes biselados para preparar partes para operaciones de soldadura, logrando ahorros tanto de costos como de tiempo.
Las características de seguimiento topográfico (vea la Figura 2) ofrecen otro beneficio. Estos accesorios rastrean las alturas de la superficie del material y compensan la variación para mantener la separación correcta en todo el proceso de corte. Esto es especialmente útil para los talleres que trabajan con hojas grandes de material que tienen superficies no uniformes o se pandean durante el corte debido a la liberación de esfuerzo. El uso de un accesorio con seguimiento topográfico reduce enormemente los tiempos de configuración, pues elimina la necesidad de ubicar y programar puntos altos alre-dedor del material.
A pesar de estar aún en sus etapas preliminares, la capacidad de grabar formas en 3-D (vea la Figura 3) aumenta más las ventajas que ofrece la tecnología del chorro de agua. Actualmente, esta capacidad está limitada a producir formas y características con requerimientos bajos de precisión, como en aplicaciones artísticas o marcados de identificación. Debido a que esta tecnología es manejada por software, los nuevos usuarios del chorro de agua de la actualidad podrán beneficiarse conforme el grabado se vuelva más refinado.
Los accesorios de eje rotatorio (vea la Figura 4) ofrecen otra perspectiva de cómo está evolucionando el chorro de agua para aplicarse a componentes en 3-D. Los talleres que incorporan esta capacidad relativamente nueva la usan típicamente para cortar tubo. Acoplado con cabezas de corte productoras de biseles, un eje rotatorio permite el corte de tubos que son preparados para operaciones de soldadura.
Aun cuando no son tan nuevas como otras características, las cabezas inclinables eliminadoras de bordes cónicos siguen aumentando el valor de las máquinas de chorro de agua. La corriente de corte produce un corte con cierta inclinación, cuyo grado varía con la velocidad de corte. Tradicionalmente, los programadores se moverían lentamente en las áreas críticas, reduciendo los beneficios del costo de la tecnología del chorro de agua. Las boquillas eliminadoras de bordes cónicos compensan esto, cam-biando el ángulo de la corriente de corte para transferir la conicidad al material de desecho y dejar un borde cuadrado en la parte.
Aumentando la productividad
Varias opciones más nuevas ubicadas lejos de la cabeza del chorro de agua permiten a los fabricantes aumentar la productividad de sus máquinas de chorro de agua con abrasivo. Muchos modelos más grandes ahora pueden aceptar un segundo puente en Y controlado de forma independiente. Las máquinas que incorporan este arreglo pueden programar los dos puentes para producir partes separadas más pequeñas o para trabajar juntos en componentes más grandes. Con cualquiera de los escenarios pueden lograrse ganancias substanciales en la productividad.
Loa operadores del chorro de agua además pueden agregar una segunda bomba a sus máquinas. El uso de dos bombas hace varias cosas:
- Aumenta el volumen máximo de agua bombeada a través de una boquilla, aumentando espectacularmente las velocidades de corte.
- Un sistema de dos bombas además ofrece una ventaja obvia para quienes han integrado un segundo puente en Y, pues de otra manera cada boquilla tendría flujo reducido.
- Por último, agregar una segunda bomba minimiza el tiempo improductivo de la máquina, pues puede usarse una bomba para mantener la máquina en funcionamiento mientras que la otra recibe mantenimiento de rutina.
Manejando el granate
El grado al cual el manejo del abrasivo debe automatizarse depende en gran medida de cuánto opere un taller su centro de chorro de agua con abrasivo. Quienes lo usan poco pueden cargar manualmente el granate, el material parecido a la arena que hace el corte real en las aplicaciones de chorro de agua con abrasivo. Para talleres que operan una máquina con más frecuencia, los accesorios pueden resultar útiles.
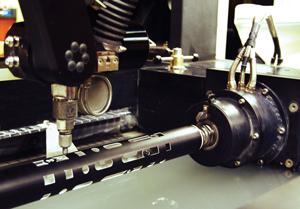
Figura 4: Los accesorios de eje rotatorio han resultado populares para aquellas compañías que fabrican componentes para la industria petrolera.
Un alimentador de granate alimenta el material a la máquina mediante un sistema neumático de banda transportadora. El operador carga una gran cantidad de granate en un recipiente a presión, y luego la presión de aire de 20 a 50 PSI lo impulsa a través de una manguera a una cámara más pequeña ubicada cerca de la boquilla. Usualmente, esta cámara acepta suficiente granate para permitir que el recipiente a presión sea recargado sin detener la máquina, permitiendo una operación continua.
La remoción del granate es un aspecto importante de la operación de la máquina. Una bomba transfiere agua de la máquina a una tolva grande, donde el granate se sedimenta en el fondo. Entonces, la bomba regresa el agua al tanque receptor de la máquina. La acción de corte de la máquina típicamente genera suficiente movimiento dentro del contenido del tanque para mantener el granate circulando hasta que el agua pueda ser removida. Sin embargo, en algunos ambientes debe agregarse una segunda bomba para alimentar chorros a baja presión dentro del tanque para mantener el granate fluidizado. El determinar la necesidad de dicho accesorio requiere una evaluación de las aplicaciones específicas que se estén llevando a cabo.
Por último, un taller debe considerar cómo afectará su ambiente al granate. Con altos niveles de humedad, la condensación puede unir el granate e impedir su flujo. En el otro lado del espectro, condiciones extremadamente secas pue-den crear un problema similar cuando la descarga eléctrica estática une el granate. En cualquiera de estos casos, el taller debe integrar un agitador de abrasivo que use vibración para mantener el granate en un estado ideal.
Dando el paso decisivo
Desde su inicio, el chorro de agua con abrasivo ha proporcionado claras ganancias en la productividad. En años recien-tes, los grandes avances tecnológicos han expandido la aplicabilidad de la tecnología, permitiendo que use sus capacidades un conjunto mucho mayor y más diverso de compañías.
Para los fabricantes y los trabajadores de metales que estén considerando su primera compra de un chorro de agua, el rendimiento de la inversión estará influenciado en gran medida por la selección de características, opciones y accesorios que se adapten a sus necesidades únicas. Investigar y evaluar las más recientes alternativas contribuirá en gran medida a aumentar la rentabilidad.
About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
La mezcla de gas auxiliar impulsa la tecnología del láser de fibra

2
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

3
Máquina de corte por láser diseñada para el mercado mexicano

4
La sierra de doble carro sigue los contornos del tubo perfectamente

5
La máquina procesadora de placas crea biseles complejos en un solo corte
