















Contributing Writer
 |
One of the first applications for abrasive waterjet technology was blanking sheet metal made of high-strength steels (HSS), such as Inconel® alloys and Hastelloy®, and titanium for jet engine applications. Although the technology was designed to help meet the challenges associated with cutting these materials, new applications have emerged for its use.
Often exotic materials—certain types of high-strength metals, metal matrix composites, intermetallics, and hybrid metal-organic composites—are used in the automotive, aerospace, medical, and military industries. Ironically, the material characteristics that make these materials suitable for these applications also make them difficult to cut. For example, they may contain hard fillers that are difficult to sever, and lightweight/high-stiffness materials are anisotropic, which means the cut edges deform more easily.
In addition, automotive, aerospace, medical, and military industry applications often require fabricating techniques that are difficult to execute, such as cutting honeycomb structures; drilling small, deep holes at shallow angles; milling to thin skins; grooving narrow channels; and cutting thick sections. These parts typically are used for lightweight/high-stiffness applications, heat sinks, and combustion components for high- temperature applications.
Abrasive waterjet's cold-cutting and omnidirectional capabilities make it especially well-suited to meet the challenges associated with cutting unusual shapes out of exotic and heat-sensitive materials.
An abrasive waterjet is likely to increase a part's temperature only slightly during cutting. For example, waterjet cutting of thin sheet metal may raise its temperature by 40 degrees F. This relatively low temperature increase does not create a heat-affected zone (HAZ). A HAZ can make executing downstream processes such as welding more difficult. Thermal cutting processes may cause severe subsurface damage and metallurgical changes near the edges.
Because waterjet is omnidirectional (not sensitive to the cutting direction), it is unrestricted in its cutting direction.
Waterjets are suitable for cutting high-strength materials into intricate shapes because relatively high cutting rates can be achieved. The same waterjet tool can be used on a variety of these materials simply by changing the cutting rate. Sheet metal is cut to the desired shape using a CNC or PC-based traverse mechanism.
Intermetallics. Intermetallics and oxide-dispersion-strengthened (ODS) alloys perform well at high temperatures because of their corrosion and oxidation resistance, as well as their high strength-to-weight ratio. This is of particular importance for aircraft turbine engines, nozzle components, fire barriers, and missile parts.
At ambient conditions, they have low ductility, low fracture toughness, and high crack growth rates. This makes them difficult to cut with conventional tools. Thermal cutting processes may cause changes in the material makeup. Because abrasive waterjet is not a thermal process, it does not create distortion, rendering the workpieces relatively undistorted and unhardened, so that edges on parts can be welded or threaded.
Metal Matrix Composites. Metal matrix composites (MMCs) consist of a metal matrix and a reinforcing filler material—in particulate, whisker, or filament form—to improve several material properties such as strength, stiffness, high-temperature resistance, abrasion resistance, and conductivity. Typically, the reinforcements are either continuous, such as filaments of graphite, silicon carbide (SiC), boron, aluminum oxide (Al2O3) and refractory metals, or discontinuous, such as SiC whiskers or particulate forms, Al2O3, titanium diboride (TiB2) or short chopped fibers.
These materials are used to produce parts such as armored plates for military vehicle door panels, brakes, calipers, fan blades, compressor rotators, impellers, shafts, cases, and frames.
A waterjet offers significant advantages in cutting this class of materials. Unlike a traditional cutting tool, which tends to wear out rapidly when it contacts the MMC reinforcement materials, a waterjet is much less sensitive to the hard reinforcement material because it does not have to cut through it. Rather, it cuts the matrix and washes out the relatively small-sized filler material, which means that the waterjet cuts the reinforcement material as easily as it cuts softer materials and metals, such as aluminum. Diamond tooling can cut these materials too, but at a slower rate.
 |
| Figure 1: Honeycomb materials are among the most difficult to cut because of their hollow structure and thin webs. Typically, when a waterjet encounters voids and thin ribs of material, it expands before it strikes the bottom plate of the honeycomb sandwich. This expansion produces a wider kerf at the bottom than at the top plate and will result in erosion of some of the adjacent walls. Angling the jet allows it to engage more with the material, producing better cuts. |
Hybrid Metal-Organic Composites. Hybrid materials such as aramid-aluminum and titanium-graphite laminates provide improved fatigue and crack resistance over monolithic metals. The machining of these laminates is challenging because of the anisotropy and the abrupt discontinuity of material properties. Waterjets are not as sensitive to the changes in material properties as long as they are powerful enough to cut through the hardest layer.
Honeycomb Materials. These are among the most difficult to cut because of their hollow structure and thin webs (see Figure 1). Typically, when the waterjet cuts a honeycomb sheet, it encounters voids and thin ribs of material. Each of these properties affects the jet differently. When the jet encounters the voids, it expands before it strikes the bottom plate of the honeycomb sandwich. This expansion produces a wider kerf at the bottom than at the top plate and will result in erosion of some of the adjacent walls. In addition, cutting can bend the edges and cause large burrs that require additional finishing.
Angling the jet can produce better cuts in honeycombs. This approach allows the jet to engage more with the material, rather than with voids, and thus reduces its "free air" spreading. The use of tilt angles (a fraction of a degree) also can be effective in improving edge quality at the bottom of the cut.
 |
| Figure 2: Because this fan blade's metallurgical properties have not been altered by the cold-cutting abrasive waterjet process, it is not necessary to remove a hardened or extra layer. |
Thermal barrier coatings (TBCs) are used in jet engine applications to protect the metal substrate from the extreme temperatures (2,000 degrees C) of combustion. A TBC component such as a combustor liner consists of a thin ceramic coat layer (0.030 in.) sprayed over a metallic substrate made out of high-strength nickel alloy. Film cooling holes are drilled at shallow angles (30 degrees) in these structures to provide additional protection from the heat using an air boundary layer.
Titanium Blisks. Abrasive waterjet machines can cut 2- to 3-in.-thick titanium blisks (bladed disks) (see Figure 2) used in compressors and turbines. Five-axis machines may be needed to provide the different angular geometries. To cut a blisk, the raw material is placed on a cutting table, and the jet is programmed to cut out the material between the blades as blocks (rather than as chips as is done with a milling machine). The workpiece also may be mounted on an indexing table and indexed to repeat a cutting routine.
Bar Slicing. A recent application for abrasive waterjet is slicing relatively large bars (12-in. diameter) of Inconel® or titanium for forgings used to make jet engine parts (see Figure 3). Cutting rates can be increased by placing the jet in a stationary position on the top of a rotating bar until cutting is completed, or by radially traversing the jet from the outside to the inside.
 |
| Figure 3: Using abrasive waterjets to slice bars of Inconel® alloy or titanium as large as 12 in. in diameter was not possible previously. |
Thin-skin Milling. Waterjets also can be used to pocket-mill gamma titanium aluminide to so-called thin skin—0.02 in.—without workpiece distortion, because waterjet technology is not a thermal process and therefore does not cause thermal deformation. Also, the micromechanics of the waterjet removal process is that the material is removed in very tiny chips, so it does not contribute to deformation.
To achieve a high-quality surface finish for the part, operators can use finer abrasives and turn off the abrasive switch during final passes to remove any abrasive that may have become embedded into the surface.
Pocket Milling of Matrix Composites. Abrasive waterjets leave a surface texture similar to that on a sandblasted part, so depending on the application, secondary finishing may be required. When the filler used in the MMC is particulate, additional surface roughness may result because not all of the particulate may have been cut. When a superior surface finish is required, diamond grinding using standard tooling may be the best method to produce the desired finish after the part has been quickly rough-machined using an abrasive waterjet.
 |
| Figure 4: More than 1 million of these high-density, shaped cooling holes are drilled in the new Joint Strike Fighter. Other applications include high-efficiency gas turbines and electronic components. |
Coatings Removal. Waterjets can be used for processing a variety of thermal barrier-coated metal parts, such as removing ceramic or bond coatings. A standard application in the aerospace industry is to use waterjets to refurbish burner cans for jet engines. A rotary-side firing jet is axially fed in the burner can to clean and strip the interior wall from the ceramic coat. Fabricators can use waterjets to clean and deburr parts in a similar fashion.
Drilled Small-diameter Holes. One of the largest applications for abrasive waterjet is "drilling" small-diameter (0.025-in.) holes at shallow angles in jet engine parts (see Figure 4). New, efficient engine designs require drilling of high-density holes for more effective cooling. For example, a single Joint Strike Fighter jet engine needs more than 1 million drilled holes for cooling.
Drilling shallow-angle holes is difficult for two reasons. First, the physical size of the toolholder, whether it is a chuck for a standard drill bit or a nozzle for a waterjet, can make it cumbersome to drill shallow-angle holes. Second, the tool may skip when it encounters the material.
Waterjets can drill holes at different angles to final size and shape at reasonable speeds. For example, a 30-degree-hole can be drilled in 0.0060-in.-thick TBC material with a 0.02-in.-thick ceramic coating in less than 5 seconds—hole to hole. While slower than a laser, a waterjet can drill good-quality holes of a desired funnel shape because of its jet structure.
The process consists of piercing and trepanning the hole to size. Trepanning's accuracy is a key factor in producing accurate round holes. Dwelling the jet in the center of the hole after trepanning helps to remove anomalies caused by manipulation errors.
For best results drilling TBC materials, waterjet pressure ramping, or gradually increasing pressure, should be used. In addition, special abrasive waterjet nozzles can enhance the drilling process's reliability. These nozzles incorporate vacuum assist to maintain a consistent, steady flow of abrasives without plugging. The use of acoustic breakthrough detection automates—and can improve—the drilling process.
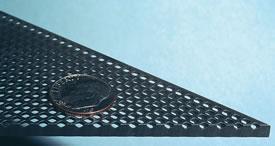
Plate Steel, Titanium, Aluminum. Although abrasive waterjet technology was originally designed to blank sheet metal, its application has been expanded to cut thick sections of steel, titanium, and aluminum using five-axis manipulators to produce complex shapes or to control the cut surface's straightness to close tolerance (see introductory image). Abrasive waterjets can cut up to 6-in.-thick carbon steel for shipyard, aircraft, and military armored plate applications and up to 12-in.-thick titanium that can be machined to within 0.002 in.
Stacked Materials. Abrasive waterjets also can cut through a stack of materials because of its relative insensitivity to the material type and because the cutting process induces no forces and, therefore, no relative motion between the layers. The thicker the stack, the more jet lag and taper occur. However, the operator can adjust the cutting speed to minimize the jet lag and obtain acceptable parts from all layers of different types and thicknesses. This technique is designed to help enhance thin sheet metal cutting productivity.
Through ongoing research and development, abrasive waterjet technology is evolving to improve cut speeds, part accuracy, and tolerances in cutting flat-stock materials.
For example, the National Science Foundation and the National Center for Manufacturing Sciences sponsored major programs in the 1990s to develop science-based and process models for predicting and selecting cutting parameters. Simplified, intelligent, PC-based software has been introduced commercially to help operators cut parts with minimal keystrokes and without extensive training or experience.
In recent tests, the use of automated taper control machines using angular compensation resulted in a two- to threefold increase in cutting speeds for precision parts. Additionally, the use of elevated pressures (87 kilopounds per square inch versus 60 kilopounds per square inch) has resulted in more than a 20 percent increase in cutting speeds while reducing the abrasive flow rate by 33 percent, thus resulting in 20 to 30 percent cost reduction.
R&D efforts currently focus on new jet manipulation technologies and software to remove taper and jet lag to improve part accuracy. Additional advanced applications being studied include turning, grooving, deburring, and metal surface roughening.
Dr. Mohamed Hashish is senior vice president of technology, Flow International Corp., 23500 S. 64th Ave., Kent, WA 98032, 253-850-3500, fax 253-813-9377, mhashish@flowcorp.com. www.flowcorp.com.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





