















Manufactura esbelta con herramientas para dobladoras de cortina.
4 maneras de aplicar los conceptos de la manufactura esbelta con herramientas para dobladora
La mayoría de los fabricantes de equipo original (OEM, por sus siglas en inglés) y de los fabricantes contractuales han adoptado los principios de la manufactura esbelta. Las principales razones obvias—los procesos costosos y el exceso de inventario—se han modernizado y se han hecho más eficientes, pero alcanzar el siguiente nivel de esbeltez es un mayor reto. Requiere que los fabricantes contribuyan mucho más, examinando con cuidado cada pieza del rompecabezas que representa la manufactura, en busca de mejoras potenciales.
El herramental para dobladoras de cortina es un área en la cual una mirada más cercana revela espacio para mejoras. De hecho, las herramientas de doblez juegan un papel significativo en la minimización del tiempo de preparación, en la reducción de materiales en proceso (WIP, por sus siglas en inglés), en el incremento de la producción, y en la minimización de desperdicios. Gracias a la tecnología actual de herramientas para dobladoras, estas iniciativas pueden llevarse a cabo con poca presión o desvío del flujo de trabajo.
1. Doblez en Etapas: Simplificando Partidas Pequeñas de Producción
Conforme los OEM cambian para reducir inventario y continuar demandando manu factura "justo a tiempo" (JIT, por sus siglas en inglés), las operaciones de doblez para lotes pequeños son cada vez más comunes.
Sin embargo, más pequeño no significa necesariamente más fácil o más eficiente. Al tomar en cuenta el tiempo de preparación para dobleces múltiples, puede ser difícil justificar el costo de trabajos en partidas pequeñas. Es ahí donde el doblez en etapas hace que las operaciones cortas tengan un costo efectivo—simplificando secuencias complejas de doblez manipulando cada pieza una sola vez.
El doblez en etapas es la ejecución de dobleces múltiples con una sola preparación de herramientas en la Dobladora. Todos los dobleces de una pieza se doblan en secuencia, con una sola preparación.
Por ejemplo, producir un gabinete requiere un doblez a 30 grados con un planchado, un doblez descentrado, un doblez a 60 grados y cuatro dobleces a 90 grados. Usando el método tradicional para el doblez a 30 grados y planchado el operador prepara las herramientas y dobla todas las piezas, manejando pieza por pieza. Luego el operador quitaría los dados de 30 grados y planchado, o los reposicionaría de forma que las herramientas superior e inferior no chocaran. Después, el operador colocaría los dados para hacer el doblez descentrado y haría este doblez en todas las piezas, nuevamente manejando pieza por pieza.
Una vez terminados los dobleces descentrados, el operador quitaría los dados descentrados o los reposicionaría para que las herramientas superior e inferior no chocaran. Luego el operador colocaría los dados para hacer el doblez a 60 grados y haría este doblez en todas las piezas, manejando las piezas por tercera ocasión. Al terminar con este doblez, el operador tendría que quitar de nuevo o reposicionar los dados de 60 grados para que las herramientas superior e inferior no chocaran.
Finalmente, el operador prepara los dados para hacer los últimos 4 dobleces a 90 grados en cada pieza, manipulando las piezas por cuarta ocasión. Este método de manufactura requeriría que el operador hiciera cuatro cambios de herramientas y creara o cargara cuatro programas separados.
Usando el doblez en etapas para doblar al mismo tiempo la misma pieza, el operador prepara los dados para 30 grados y planchado, coloca los dados descentrados y los dados de 60 y 90 grados al mismo tiempo, creando o cargando un solo programa. Estas herramientas se colocan en orden progresivo. Con la misma pieza de trabajo, el operador completaría el doblez a 30 grados y el planchado, el doblez descentrado, el doblez a 60 grados, y luego las cuatro operaciones a 90 grados, y tendría una pieza terminada. La pieza tendría que ser manipulada y preparada una sola vez.
Generalmente, debido a la cantidad de tiempo de preparación y programación requeridos al usar un método tradicional, se trabaja con lotes grandes para obtener las economías de escala requeridas para absorber el tiempo sin valor agregado (preparación, cambio de herramientas y manejo de piezas). Con el doblez en etapas es posible realizar operaciones para una producción mucho más pequeña, debido a que se elimina o minimiza la preparación, cambio de herramientas y manejo de material. Esto permite al fabricante hacer lo que se requiera cuando se requiera, reduciendo tanto el material en proceso (WIP) como el exceso de inventario.

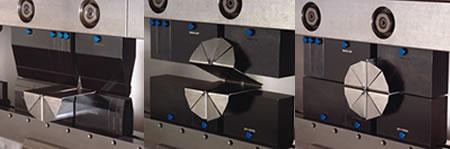
Figure 1 Al requerir una sola preparación para dobleces múltiples, el doblez en etapas reduce el tiempo de preparación, el manejo de material y el material en proceso.
El doblez en etapas requiere que cada juego de herramientas comparta una altura común de cierre, que es la altura total del punzón y dado cuando la cortina está cerrada (vea la Figura 1). Aunque es posible lograr esto usando extensiones especiales y calzando como se hace con las herramientas tradicionales, actualmente hay herramientas que ofrecen una altura común de cierre como característica estándar, haciendo el proceso rápido y simple. Este cambio aparentemente menor con el doblez en etapas, ofrece ganancias significativas que contribuyen a la manufactura esbelta, esto hace a los lotes menores más factibles y reduce el tiempo de preparación, la manipulación de piezas y los materiales en proceso.
2. Carga de Herramientas: Rapidez y Seguridad
Los fabricantes de antaño pensarían que los fabricantes actuales se echaron a perder con la tecnología de carga de herramientas que se tiene ahora. Con los antiguos tipos de herramientas, el cambio de las mismas era el proceso más tardado en la preparación de una máquina. Menos mal que el prolongado proceso de apretar tornillos manualmente ha dado paso a un método más eficiente.
El herramental actual tiene un mecanismo de botón que, al ser oprimido, retrae una espiga de seguridad, o una palanca de sujeción, las cuales liberan al herramental. Esto acelera la carga y descarga de herramientas. Además, el sistema de botón es más seguro que deslizar el herramental desde un lado, debido a que la espiga de seguridad elimina la posibilidad de que la herramienta caiga y potencialmente cause lesiones cuando la sujeción superior es liberada.
Si la mordaza de sujeción superior para herramienta americana tiene una ranura para alojar la espiga de seguridad (ranura en forma de T), la herramienta puede cargarse en cualquier dirección.
La carga de herramientas por botón es un ejemplo clave de un avance que puede parecer menor aparentemente, pero que ahorra tiempo. La mayoría de los modelos de dobladoras de cortina pueden modificarse para dar cabida a esta tecnología.
El herramental en secciones es otro gran impulso para la manufactura esbelta y para la seguridad. El herramental en secciones divide punzones y dados en piezas de tamaño manejable que se manipulan de manera fácil y segura, y cuyo reemplazo es barato (vea la Figura 2).
Este también brinda la capacidad de combinar herramientas y cubrir la longitud necesaria, reduciendo el inventario de herramientas requerido para los diversos trabajos. Si el herramental en secciones es de un peso ligero, un operador puede cargarlo. Las herramientas en secciones se cargan por el frente de la dobladora.
3. Las Herramientas de Precisión Promueven la Repetibilidad
La manufactura esbelta se refiere a minimizar el desperdicio—tanto en términos de tiempo como de material. Reducir los desperdicios y el tiempo de reprocesos, para ello se requiere perfección en cada doblez ejecutado. Para lograr eso, el herramental también debe acercarse a la perfección.
Usar dados con imperfecciones puede causar irregularidad en el proceso de doblez entre una herramienta y otra, especialmente en herramientas seccionadas. Típicamente, con herramental impreciso, la línea central de la herramienta está desalineada, creando más inclinaciones y deformaciones en las herramientas, lo cual dará como resultado partes menos precisas. Para que funcione la manufactura esbelta, los dobleces deben ser correctos la primera y todas las veces.
Con el uso de herramientas de precisión con tolerancias de ±0.0008 pulgadas (0.02 milímetros) en todas las dimensiones críticas, los fabricantes pueden lograr altos niveles de repetibilidad. Cuando el herramental se combina, o cuando un punzón o un dado necesitan reemplazarse, este alto nivel de precisión brinda resultados consistentes en toda la operación. Estas estrictas tolerancias son especialmente útiles para doblar al aire, en el cual aún las variaciones más ligeras pueden causar problemas.

Figure 2 Las herramientas seccionadas divide punzones y dados en piezas de tamaño manejable que se manipulan con facilidad y seguridad; permite combinar herramientas, y requiere un solo operador para carga y descarga.
4. Aumentando la Vida de las Herramientas
El papel principal del herramental de las dobladoras de cortina en la manufactura esbelta es mantener de principio a fin la calidad de doblez. El agregar una mejora superficial a la herramienta puede prolongar significativamente su duración (vea la Figura 3). Esto permite a la herramienta mantener el nivel de calidad requerido por un mayor tiempo mientras que además reduce el número de ajustes y el costo de reemplazos.
Algunos procesos de mejora superficial pueden aumentar la dureza de la superficie hasta 70 Rockwell C. Estos brindan características de lubricidad que reducen el coeficiente de fricción conforme el material se desliza sobre la abertura en V del dado inferior, reduciendo rayaduras y el marcado de la lámina mientras aumenta la vida de la herramienta. La oxidación de la herramienta es otro problema que pueden eliminar estos tratamientos superficiales. Una mejora superficial puede penetrar 0.02 pulgadas bajo la superficie de la herramienta para asegurar la resistencia a la corrosión.
Los fabricantes que compran herramientas de precisión para sus dobladoras deben mantener las herramientas limpias y almacenadas adecuadamente para una mayor duración de la herramienta y mantener su precisión. El costo inicial de comprar herramientas de precisión es mayor que el del herramental tradicional, pero a largo plazo, los ahorros pueden notarse en una reducción de desperdicios, tiempos de preparación y reemplazo de los dados. Además, tener la capacidad de manufacturar lo que se necesita—cuando se necesita—mejora las oportunidades de negocios.

Figure 3 Al aumentar la dureza a 70 HRC en los puntos de contacto de la herramienta se prolonga la duraci
About the Author
About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

2
Máquina de corte por láser diseñada para el mercado mexicano

3
La sierra de doble carro sigue los contornos del tubo perfectamente

4
Prescripción para la reducción del desperdicio: arreglo esbelto de las instalaciones

5
La máquina procesadora de placas crea biseles complejos en un solo corte
