















Contributing Writer

Contributing Writer
Dieology LLC
In this sixth article on die design and construction fundamentals, Art Hedrick explains the calculations needed to perform a draw reduction.
In this fifth article on die design and construction fundamentals, Art Hedrick discusses the basics of deep drawing.
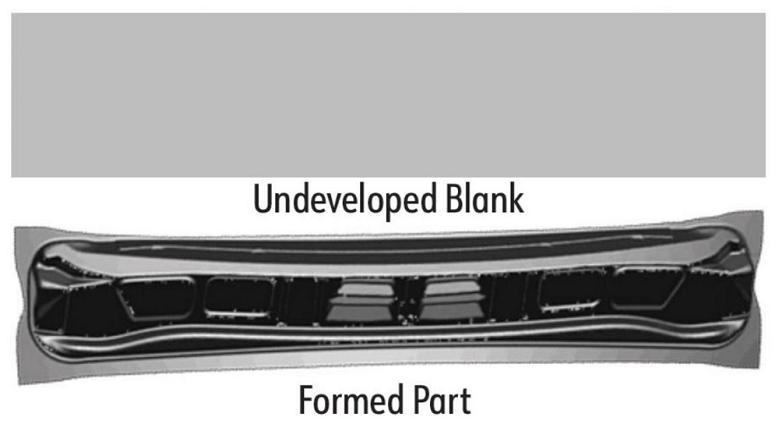
In this fourth article on die design and construction fundamentals, Art Hedrick focuses on the basic steps needed to make a given part geometry.
In this third article on stamping die design and construction fundamentals, Art Hedrick focuses on carrier strips used in progressive dies.
For successful metal stamping results, the process layout needs to be determined before the die is designed.
In the first installment of a new series, metal stamping guru Art Hedrick explains that a good die design begins with a solid process for making your stamped part.
Entender la compensación por recuperación elástica y el efecto de las propiedades del material en los resultados en el doblez puede acercar a los profesionales del estampado de metal al ángulo de doblez deseado.
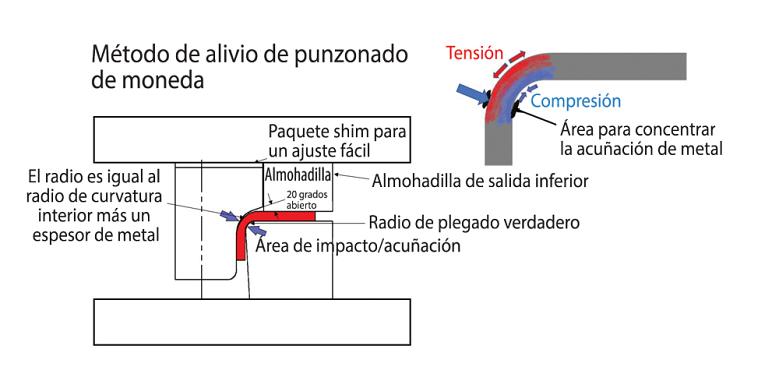
In Part II of a two-part series, Art Hedrick discusses one of the keys to getting the desired bend angle is to design the die so that it can be adjusted quickly, safely, and effectively to compensate for incoming material variability.
In Part I of a two-part series, Art Hedrick discusses springback compensation when metal bending in a stamping press and explains how material properties affect results.

Friction and heat can be good or bad in stamping, depending on the application and lubricants used.

Selecting the right die guidance components is essential for stamping success, but they can’t compensate for a poorly maintained press. Die Science columnist Art Hedrick offers up Part II of the basics of die design.

Art Hedrick goes back to the basics to discuss types of die sets available and how to determine the right die plate thickness.
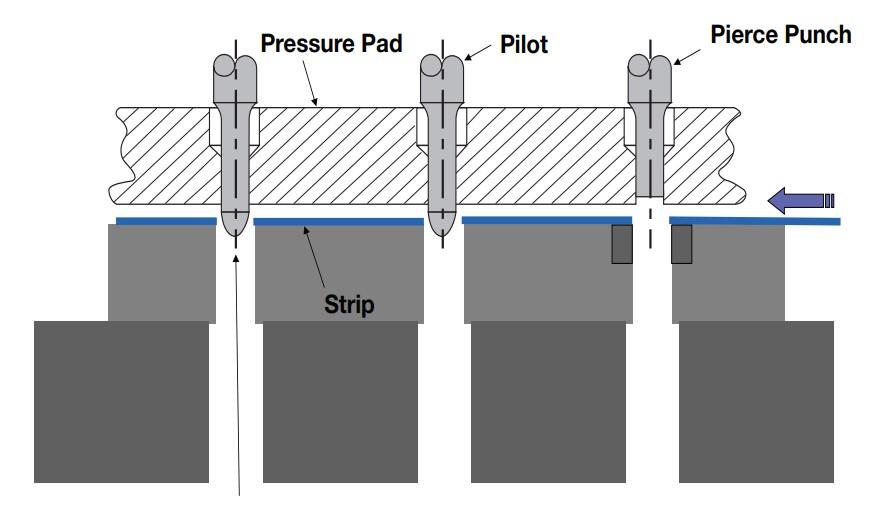
Improper timing of pilots, scrap cutters, and pressure pads can cause all sorts of problems in stamping operations. Here's how metal formers can deal with an "AFib" die.

Forgetting a few key things when designing or building a stamping die can prove to be disastrous. Using a checklist of items critical in this process can prevent a lot of problems.
There are three basic classifications for dies and tooling as well as two types of Class A dies. The main differences among all of them relate to tooling quality and the materials used during manufacturing.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





