















-

- From The Fabricator

Ask the Stamping Expert: Is it necessary to balance a die in a press?
Q: I always try to balance my single-stage and progressive dies in our presses. However, with some new dies coming in, I have no room to move them in the press to a balanced condition. Is it necessary to balance a die in a press? A: To give you a better understanding of the subject, we should...
-
- From The Fabricator

Ask the Stamping Expert: How can I increase press speed without constant production stoppage
Dennis Cattell advises that the centerlines of the press, bolster, feed, straightener, and reel might not be in line and the coil material guide settings might not be correct.
-
- From The Fabricator

Ask the Stamping Expert: How can I avoid die crashes?
Q: I am a die setter and press operator who works with progressive dies that run up to 120 SPM. For die and press protection, we have: Strip material location with pilots. Pilot protection with limit switches. Four double-material-thickness stripper sensors in case of slug pull-up. Sensor on...
-
- From The Fabricator

Ask the Stamping Expert: Do we really need die safety blocks for die setting?
Dennis Cattell answers this question with a resounding "Yes!"
-
- From The Fabricator

Ask the Stamping Expert: Do die repairs require full lockout/tagout?
Editor’s Note: Regular readers of this column might recognize that Mr. Cattell answered a similar question in the May/June 2010 issue of STAMPING Journal®. Since this question reflects a common concern among stampers—and is asked of Mr. Cattell quite frequently in his work—we felt it would be beneficial to address the issue again.
-
- From The Fabricator

Ask the Stamping Expert: How can I get a die to run in two different presses?
Q: When I move a die from one press to another, the die runs fine in the first press but will not run in the second press. The presses are the same size, stroke, and speed range, although one is a few years older than the other. What can I do to ensure the die runs in both presses. A: There are...
-
- From The Fabricator

Ask the Stamping Expert: Is there a check list for setting progressive dies?
Q: We are new to die setting. Do you have a check list that could help us with different progressive dies? Can you recommend any literature on the subject? A: First, I do not know of any comprehensive literature. Most literature tends to focus on an individual subject rather than cover the overall...
-
- From The Fabricator

Ask the Stamping Expert: How can I reduce snap-through condition effects?
In the May/June 2012 “Ask the Expert” column, you discussed the causes of the large vibrational energy wave that must be dissipated by the press structure beyond the shear loads. Is there any way to reduce the vibration? A: Many lamination and blanking dies incorporate moveable stripper...
-
- From The Fabricator

Ask the Stamping Expert: Why do press and die problems occur at lower-than-capacity press speeds?
Q: To improve efficiency and reduce cost in our newly acquired high-speed blanking operation, we have increased press speeds from 225 SPM to 450 SPM. After several successful months, we are experiencing a high number of new press and die problems. The presses are capable of speeds higher than 500...
-
- From The Fabricator
Stamping calculation: Calculating tonnage in progressive stamping
Our experts at STAMPING Journal explain the calculation of tonnage when doing stamping calculations in progressive stamping. Learn more here.
-
- From The Fabricator
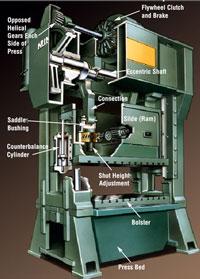
Stamping 101: Anatomy of a Mechanical Stamping Press
Understanding the fundamentals of stamping press technology requires answering some basic questions. Learn what those are in our stamping press guide.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
Dynamic Metal blossoms with each passing year

5
Metal fabrication management: A guide for new supervisors
