
















Owner, Brown Dog Welding

I get a lot of questions through Facebook, Twitter, Instagram, and my website regarding the TIG setup I use and my specific machine settings. “What tungsten/cup/amps did you run that bead at?” “Did you use pulse?” “Where was your gas flow?” “What frequency?” “What machine did you use?”
Some people are just genuinely curious about how I go about my work, but most are looking for a magic bullet. Like there’s one trick they’re missing—one button they didn’t push on their machine, and that’s why they aren’t getting the welds they want. They think they must be using the wrong tungsten; or maybe their old transformer is holding them back; or their frequency on their inverter is set too high, or maybe too low. The truth is, no matter how slick your welding machine is, no matter what kind of top-of-the-line setup you’re using, it’s only as good as the cat behind the torch.
Hand-eye skills, and then experience, still are the most important assets a welder can have. I can’t count the number of times I’ve heard someone complain about his or her machine, or settings or both, swearing up and down that something is wrong with the machine. Then I’ve personally gone on to use that machine, with their settings, to lay down a proper weld. This goes for every process: As many variables on the machine side can be compensated for on the operator side by torch angle, motion, and/or speed.
I’m bringing this up because, in my opinion, too many beginning welders (TIG especially) get hung up on ancillary details and machine functions. Here are just a few examples of what I get asked about the most:
Last spring my dad got a deal on an old Miller Dial-Arc. It’s pretty much a stick machine that you can hook a TIG setup to if you’d like, so he did. He hadn’t TIG welded in 35 years or so, so I went over to help him dial it in. It’s “ancient” technology, and we literally used a coat hanger to run a few beads. No pulse even available, waves tailored for SMAW, a beat-to-hell torch, and coat hanger filler. But we could still lay smooth beads.
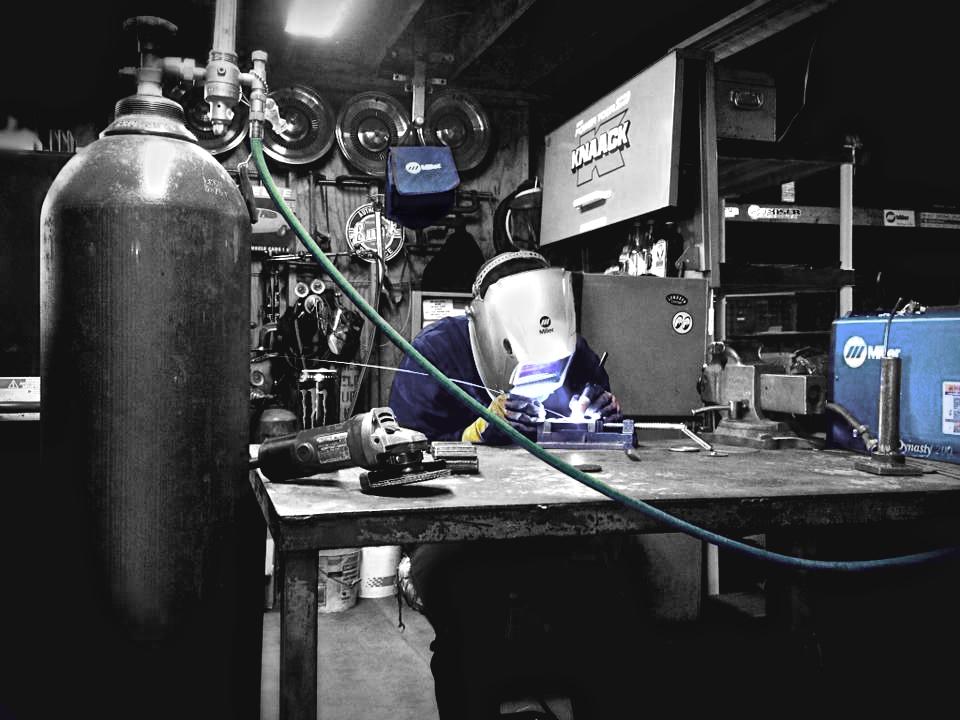
I don’t want to disregard the modern welding machine; that’s not the end game here. My personal go-to machine is a Miller Dynasty 200DX; it’s never let me down. Having the ability to fine-tune the frequency for an outside corner joint or a tight fillet on aluminum is nice, as is being able to crank up the pulse per second into the triple digits for stainless. But neither of those things replaces the need for skill in the first place.
Whether it’s your setup, the machine, or the settings, chances are you’ll develop personal preferences as you gain skill and experience. But in the meantime, just weld with what you’ve got. The difference between a weld being good or bad isn’t in any of those things, it’s in you. Technology isn’t going to make you a better welder; practice will.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription


Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}