















10 consejos para el doblado a fondo de aluminio
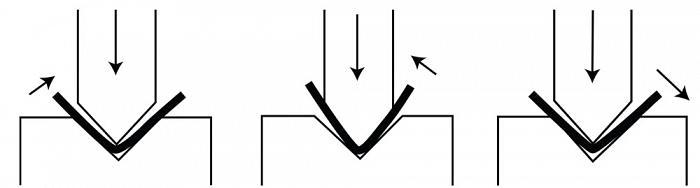
En el doblado a fondo, hay una holgura angular entre el punzón y el dado. El punzón baja y el material envuelve la punta del punzón. Conforme el punzón sigue aplicando presión, el material es forzado hacia abajo para ajustarse al ángulo del dado.
Pregunta: Nuestro equipo sigue teniendo problemas con el sobredoblado, al menos en algunos materiales o partes. Recientemente empezamos a doblar a fondo ciertas partes para asegurarnos de que el ángulo de doblez fuera exactamente de 90 grados. Como resultado, estamos pensando en doblar a fondo todo el aluminio. Hay una buena discusión que va de un lado al otro. ¿Es una buena o mala idea? ¿Cuáles son las ventajas y desventajas en cuanto al herramental, la maquinaria, la seguridad y la productividad?
Respuesta: el doblado a fondo puede hacerse con grados más suaves de aluminio, como por ejemplo las series H. Asumiendo que los operadores de prensa dobladora tienen conocimientos sólidos en doblado a fondo y son capaces de llevar a cabo el proceso de manera segura, a continuación se presenta una lista de las mejores prácticas que deben se de utilidad.
1. Ponga atención al grado. Para el aluminio, entre más duro sea el grado, mayor será la cantidad de recuperación elástica con la que usted tendrá que lidiar; el aluminio muy suave puede no presentar recupe-ración elástica en absoluto.
2. Esté atento a la aparición de arrugas a lo largo de la línea de doblez. El aluminio generalmente pierde su integridad si el material se arruga. Si usted hace partes para aeronaves con esa arruga a lo largo de la línea de doblez, por esa única razón las partes serán inaceptables.
Asegúrese de que el tonelaje de perforación—es decir, la fuerza que se requiere para que el punzón perfore la superficie del material—exceda el tonelaje de formado. Al parecer sus operadores trabajan con altos tonelajes, lo cual aumenta la probabilidad de daño originado por el doblado a fondo.
Para más sobre esto, recomendaría tres artículos disponibles en el archivo thefabricator.com, los cuales puede encontrar escribiendo el título en la barra de búsqueda: “Forming aluminum on the press brake: Bending sharp, not soft,” “How an air bend turns sharp,” y “The 4 pillars of press brake tonnage limits”.
Le recomiendo que revise las especificaciones del material para el radio de doblez interior mínimo aceptable. En general, se recomienda una relación de 1 a 1 de espesor del material con respecto al radio de doblez interior, y en algunos casos un radio cerrado puede invalidar la garantía del material.
3. Evite una punta de punzón demasiado angosta. Use un radio de punta de punzón lo más cercano posible al espesor del material. Observe que el doblado a fondo de un doblez cerrado se hace frecuentemente con acero suave. Tenga cuidado para no acuñar, cosa que ocurre cuando la punta del punzón penetra el eje neutro del espesor del material—una profundidad de penetración a menos del espesor del material.
4. Tenga cuidado por si ocurre separación o fractura. El doblado a fondo, especialmente si el doblez es cerrado, hace el grano de aluminio más susceptible a separación o fractura. Mientras más cerca esté usted de la relación 1 a 1—con el radio de doblez interior, el espesor del material y el radio de la punta del punzón lo más cerca posible de ser iguales—menor será la probabilidad de que ocurra esta fractura en el exterior del doblez. De todas maneras, usted tendrá que seguir atento a la dirección del grano. Además, si la parte tiene un “acabado graneado”, asegúrese de granear éste de manera opuesta a la dirección del grano del material.
5. No puede usar pliegues para compensar la recuperación elástica. Debido a que no debe plegar el doblez en su centro, como lo haría con un radio acuñado o de doblez cerrado, no podrá usar ese pliegue como medio para compensar la recuperación elástica como podría hacerlo si estuviera trabajando con acero suave. La única manera de doblar a fondo aluminio es usar el punzón de 88 grados. Un punzón de 85 grados doblará de más. Esto significa que usted no puede lograr suficiente recuperación elástica negativa (movimiento hacia adelante) para forzar el doblez de regreso al ángulo de 90 grados.
Esto significa dos cosas: primero, a menos que el operador tenga mucha pericia y conocimiento, no podrá doblar a fondo una pieza de material en la cual la recuperación elástica exceda 2 grados. Hay maneras de exceder ese límite de 2 grados con un punzón de 88 grados, pero no con mucho. Segundo, el doblado a fondo funciona mejor para materiales de calibre delgado y doble-ces de 90 grados.
6. Tome en cuenta la holgura angular. Suponiendo que usted usa un dado de 90 grados y un punzón de 88 grados, tendrá 2 grados de holgura angular. En el doblado a fondo,
tratamos de hacer corresponder el ángulo del punzón con la recuperación elástica del material.
Para dobleces con cantidades de recuperación elástica diferentes a las permitidas por la holgura elástica—digamos, sólo 1 grado de recuperación elástica en lugar de 2 grados—usted necesitará hacer un poco de trampa. Compre un rollo de cinta vinílica adhesiva de 1⁄8 de pulgada de ancho, entre más barata mejor. Ponga un pedazo en la cara del punzón. Esto tiene el efecto de cambiar el ángulo del punzón.
La mayoría usará cinta “masking tape”, que funciona por un tiempo, pero que necesita reemplazarse regularmente. La cinta vinílica adhesiva no necesita reemplazarse con frecuencia, si es que acaso necesitara reemplazarse.
Observe que rara vez usted podrá usar cinta en ambos lados del punzón. Esto usual-
mente no funciona. Además, nunca cubra toda la cara del punzón con cinta; eso cambia el centro de la herramienta, no el ángulo del punzón.
7. Seleccione el ancho de su dado como un doblez “perfecto”. Esto se refiere a un doblez en el cual el ancho del dado está determinado por la relación 1 a 1 entre el radio de doblez interior y el espesor del material. La fórmula para un ancho de dado perfecto es: (2 x Espesor del material) × 3.429435. Incluso si el radio del punzón es menos de 1 a 1, use esta fórmula.
Los radios interiores mayores a 120 por ciento del espesor del material general-mente no son adecuados para el doblado a fondo. La excepción sería cuando se forman dobleces de radio más grande en uretano, lo cual tiene efectos similares a los del doblado a fondo real.
8. Tómese su tiempo en configurar la prensa dobladora. Asegúrese de que todo esté limpio antes de instalar el herramental. Principalmente, asegúrese de centrar el punzón en el dado, incluso si tiene que caminar de lado a lado una y otra vez para verificar. Vea la línea de doblez mientras cierra la separación del herramental a cero. Empiece sin tonelaje, con las caras del punzón sólo haciendo contacto, luego haga funcionar la prensa lentamente. Observe si el herramental se mueve ligeramente. De ser así, necesita volver a centrar ese extremo. Si usted mueve un extremo de la herramienta, cambiará el otro, por lo que tendrá que regresar al lado opuesto de la máquina y verificar la alineación allí. Necesita hacer esto hasta que no observe movimiento en el herramental en ambos extremos.
Además asegúrese de que todos los tornillos de seguridad del cabezal (cama) hayan sido retirados para que no esté tratando de centrar su herramental usando un cabezal deformado o curvado. Además, observe que el estilo New Standard de he-rramientas para prensa dobladora no tiene problemas de centrado; éstas tienen una posición fija.
9. Cuando doble a fondo, haga sus cálculos de doblez con base en la punta del punzón, tomando en cuenta el factor de ángulo doblado/de doblez. Esto incluye la holgura de doblez y la deducción de doblez. Recuerde que el radio se expande ligeramente cuando se le quita la carga durante el doblado a fondo.
¿Qué ángulo necesitó obtener antes de quitar la presión de la parte? Divida ese valor de ángulo entre el valor de ángulo del doblez final—por ejemplo, 92/90. Esa división da un valor de 1.0222. Multiplique ese valor por el radio en la punta del punzón, y tendrá su radio para sus cálculos de deducción de doblez.
10. El herramental moderno para prensa dobladora funcionará bien para doblado a fondo, suponiendo que usted elija la combinación correcta. De todos modos, si usted está doblando a fondo co-rrectamente, desarrollará hasta cinco veces la carga de tonelaje del formado con aire. Así que, por favor tenga presente que el he-rramental moderno para prensa dobladora en promedio es de unos 70 Rockwell, y explotará si se sobrecarga.
También tenga presente el límite de carga de la línea central de la prensa dobladora. Si usted excede ese límite, afectará la cortina; la cama se quedará doblada permanentemente y ya no se desviará como debería hacerlo. Además, tenga presente el tonelaje de incrustación y el aumento en el riesgo de exceder el límite. Nuevamente, recomendaría consultar “The 4 pillars of press brake tonnage limits,” disponible en www.thefabricator.com.
Recuerde que el doblado a fondo ocurre a alrededor de 20 por ciento arriba del espesor del material, medido desde el fondo del dado en V. Digamos que tiene un material de 0.062 pulgadas de espesor; 20 por ciento de ese espesor es 0.012 pulgadas. Sume esa cantidad al espesor de su material de 0.062, y obtiene 0.074 pulgadas, que es donde ocurre el doblado a fondo en el dado en .
Esto significa que, en el radio exterior, no debe ver brillo u otra área que se vea como si hubiera sido golpeada demasiado fuerte. El radio interior no debe tener signos de la punta del punzón penetrando el espesor del material.
Si usted usa herramental americano estilo tradicional, se aplican todas las mismas reglas con un par de adiciones y excepciones. Primero, estas herramientas generalmente reciben templado en la superficie sólo en la punta del punzón. Si sobrecarga una, tenderá a hacer un ruido fuerte, y un buen trozo de acero caerá al piso. Con este estilo de herramental, es probable que explote.
Además, estas herramientas deben mantenerse en juegos—el punzón superior o dado inferior. Si corta el punzón superior, marque el corte como 1-1 ó 2-2. Éste debe reacoplarse con la herramienta cortada idénticamente cada vez que se usa el punzón superior o el dado inferior. Además, todas las herramientas necesitan estar orientadas hacia la misma dirección.
Doblado a fondo: una opción viable
Si todo se hace correctamente, usted debe ver un aumento en la producción. El doblado a fondo estabiliza el ángulo de doblez, y usted tendrá menos variaciones de ángulo y dimensionales así como menos errores y correcciones.
El doblado a fondo es una opción viable para su departamento de formado, pero la decisión realmente se reduce a unos cuantos cálculos internos de su parte. El doblado a fondo mejorará los ritmos de producción y la calidad global, pero sus cálculos además necesitan tomar en cuenta los niveles de destreza de los empleados que harán el trabajo. ¡Con un solo error su prensa quedará dañada permanentemente!
Aun cuando la afectación de la cortina siempre es una posibilidad sin importar el método que esté usando, es al menos cinco veces más probable si usted está doblando a fondo debido al aumento de tonelaje. Pue-de haber accidentes. Puede formarse una parte en la herramienta equivocada en el momento equivocado. Un operador puede tomar dos piezas por error y formarlas al mismo tiempo, o éste simplemente puede golpear la parte un poco más fuerte mientras hace ajustes. Cualquiera que sea el.error, el daño generalmente será peor si se está doblando a fondo.
Observe que el doblado a fondo ya no es el método principal recomendado de formado cuando se trata este tema con los fabricantes de equipo. Ellos también están separando de la industria el doblado a fondo por todas las razones mencionadas con anterioridad. La realidad es que muy poca gente sigue entendiendo cómo hacer doblado a fondo de manera segura sin acuñar la parte, un método de formado antiguo que usted no desea hacer. Sin embargo, el doblado a fondo todavía se puede hacer, si se hace de manera correcta y segura.
About the Author

About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
La mezcla de gas auxiliar impulsa la tecnología del láser de fibra

2
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

3
Nuevas herramientas contribuyen a operaciones de prensa más inteligentes

4
Máquina de corte por láser diseñada para el mercado mexicano

5
La sierra de doble carro sigue los contornos del tubo perfectamente
