
















President

Figura 1
Los cajones de los gabinetes
de herramientas con insertos de poliuretano
maquinado sostienen las herramientas
verticalmente, aumentando
la cantidad de herramental que puede
almacenarse y evitando daño a las herramientas.
Una de las limitaciones principales de la producción en los talleres de fabricación sigue siendo la prensa dobladora. El mayor uso de máquinas de corte láser altamente flexibles y productivas en un número cada vez mayor de ope-raciones de fabricación de metal durante la década pasada ha hecho esta cuestión cada vez más evidente.
Los largos tiempos de configuración de la prensa dobladora también evitan la entrega inmediata de partes a las operaciones corriente abajo, como soldadura, acabado y ensamble, lo cual puede alargar los tiempos de producción amenazando las entregas a tiempo. Varios estudios han mostrado que el tiempo promedio en Norteamérica desde la última parte terminada en un trabajo en una prensa dobladora hasta la primera parte buena en el siguiente trabajo es de aproximadamente 30 minutos. La configuración física de la prensa dobladora es el componente más importante de este tiempo improductivo que hay entre completar un lote de partes y empezar el siguiente.
Una clave para reducir este tiempo de configuración es una buena organización de las herramientas y la implementación de métodos rápidos para poner y quitar herramientas de la máquina. Por supuesto, hay otros componentes aparte de la configuración de la prensa, como mover material a la máquina, descargar nuevos programas de partes y hacer ajustes para parámetros del material real, pero colocar y cargar las herramientas correctas en las posiciones adecuadas de manera rápida y eficiente es el factor más importante para mejorar el tiempo de configuración.
He aquí seis manera en que el fabricante puede reducir el tiempo requerido para configurar una prensa dobladora y gastar más tiempo en producir partes.
El poder localizar rápidamente las herramientas requeridas para formar la siguiente parte es el primer paso en el proceso. El tener información clave claramente marcada en las herramientas hace mucho más fácil seleccionar las herramientas correctas requeridas y reduce las posibilidades de error. La información que debe marcarse en las herramientas incluye:
El tener las herramientas bien organizadas y colocadas lo más cerca posible de la prensa dobladora acelera la localización del herramental y la carga/descarga de herramientas también. Para herramental segmentado de precisión, hay diversos gabinetes compactos para herramental con varios cajones de he-rramientas, los cuales pueden almacenar grandes cantidades de herramental (vea la Figura 1).
Una característica importante que hay que buscar en gabinetes para herramental de prensa dobladora es que tengan insertos de cajones con ranuras diseñadas para aceptar las espigas de punzones y dados, de forma que las herramientas se almacenen en la posición vertical. Esto aumenta la cantidad de herramental que puede almacenarse y protege las herramientas contra daño.
Para que los gabinetes para herramental de prensa dobladora sean más versátiles, las alturas de los cajones deben ser ajustables para aceptar varias alturas de herramienta. El gabinete de herramientas también debe poderse mover fácilmente mediante montacargas, patín hidráulico o rueditas, de ser necesario, a una estación de trabajo diferente. Por ra-
zones de seguridad, el gabinete debe po-derse cerrar con llave y tener un sistema de protección que permita que sólo se abra un cajón a la vez para evitar inestabilidad y volcadura accidental.
No es práctico almacenar herramientas grandes en gabinetes de herramental debido a que son demasiado pesadas para levantarse y consumen rápidamente la capacidad de almacenamiento del gabinete. Los desarrollos recientes para atender esta necesidad de almacenar y manejar herramientas pesadas incluyen estaciones de almacenamiento de herramientas que se construyen cerca de la prensa dobladora (vea la Figura 2). Estas estaciones de herramientas pueden estar equipadas con un brazo de carga/descarga que permite que las herramientas sean alineadas fácilmente con los portaherramientas superior e inferior en la máquina, y permite que punzones y dados pesados se deslicen en la prensa dobladora y se quiten de ésta de manera rápida, segura y sin esfuerzo.
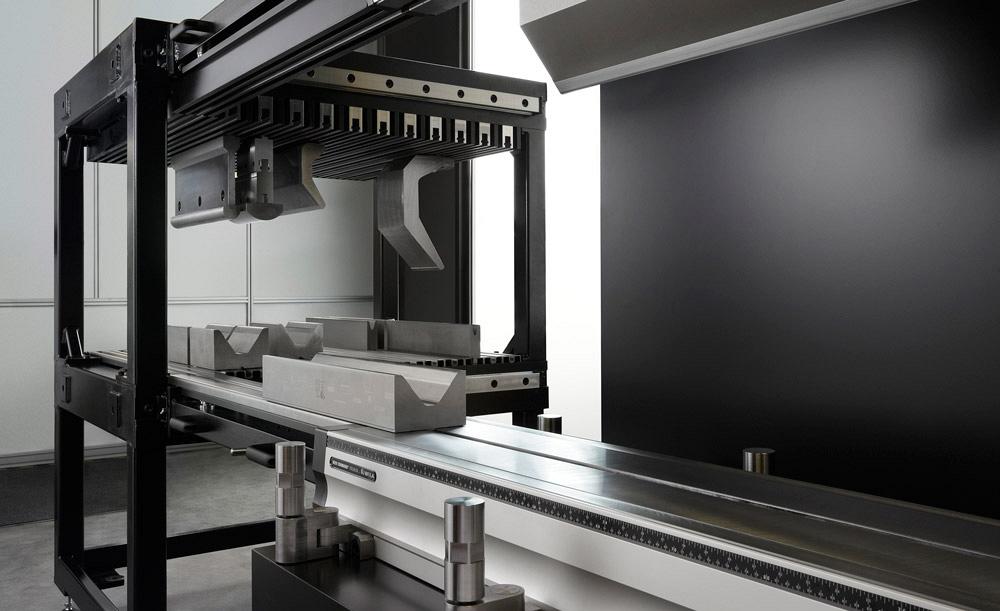
Figura 2
Esta estación de herramientas con un brazo de carga/descarga permite
que herramientas pesadas se deslicen en la prensa dobladora y se quiten de
ésta de manera fácil y rápida.
Un componente importante de un buen manejo del herramental es mantener las herramientas en una condición como nueva el mayor tiempo posible. No es aceptable que se interrumpa un trabajo porque el operador de una prensa dobladora toma una herramienta desgastada que no puede usarse con acero que requiee un acabado altamente estético. Las herramientas necesitan estar en buena forma y listas para usarse al momento.
La buena noticia es que los procesos de templado de herramientas de la actua-lidad protegen las herramientas contra el desgaste y mantienen la exactitud de las herramientas durante su vida—si se tiene el cuidado adecuado. También es vital para el mantenimiento tener buenos sistemas de almacenamiento de he-rramental. Debe evitarse almacenar las herramientas en anaqueles de madera hechizos, pues la humedad y los químicos en la madera pueden causar oxidación y deterioro. Adicionalmente, poner las herramientas acostadas en los cajones de los gabinetes puede dañarlas porque promueve el contacto de herramienta con herramienta y metal con metal.
También es importante limpiar las herramientas de manera regular después de usarlas para evitar acumulación de suciedad y material, y para remover las sales y ácidos naturales presentes en las manos del operador. Usar un trapo con alcohol o aceite ligero funcionará, y hay aspersores de cera especial que protegerán las herramientas. Los fabricantes deben evitar usar aspersores con base de agua y asegurarse de limpiar las herramientas antes de agregar cualquier tipo de conservante.
Si se identifica personal del taller con altos niveles de acidez en las manos, debe promoverse el uso de guantes cuando manejen herramental para evitar oxidación y corrosión. Si un fabricante está doblando materiales como acero galvanizado que dejan rápidamente acumulación de material en los radios del hombro del dado en V, necesita efectuar el importante paso de remover el material frecuentemente con un abrasivo ligero, como una fibra Scotch-Brite™. También hay dados en V disponibles con un recubrimiento opcional que evita la acumulación de material en las superficies de trabajo. La limpieza y el mantenimiento adecuados mantendrán el desempeño del herramental y asegurarán que el herramental esté listo para el siguiente trabajo.
La llegada de botones de seguridad en los punzones segmentados de precisión, los cuales permiten la carga/descarga vertical rápida de herramientas, y sistemas de sujeción hidráulica que sujetan, alinean y asientan automáticamente las herramientas en segundos, han ayudado a reducir enormemente el tiempo de configuración de la prensa dobladora para numerosos fabricantes. De manera similar, la tecnología de cojinetes de rodillo ahora es una opción que puede integrarse en las espigas de punzones y dados pesados (vea la Figura 3). Estos cojinetes de rodillo permiten que herramientas largas y pesadas sean deslizadas a los portahe-rramientas y se quiten de éstos de manera rápida, fácil y segura.
Cuando se necesitan varias configuraciones de herramientas, como al hacer varias longitudes de doblado, puede lle-varle tiempo al operador de la prensa dobladora determinar qué segmentos de herramienta necesita, dónde ponerlos en la máquina, y la secuencia adecuada de los dobleces. Para ayudar al operador con esto, ahora es posible comprar sistemas de sujeción, sistemas de coronación, y portaherramientas inferiores que tienen sistemas de luces LED incorporados en los mismos, que se integran con el control de la prensa dobladora (vea la Figura 4). Las luces LED muestran al operador dónde colocar las herramientas inicialmente, y luego se prenden y apagan para indicar la secuencia adecuada de doblez. Esto acelera enormemente el proceso y reduce errores así como desechos.
Las luces LED también pueden programarse para funciones adicionales, como alertar al operador de la prensa dobladora sobre una situación de sobrecarga potencial del herramental o cuándo darle mantenimiento a la máquina.
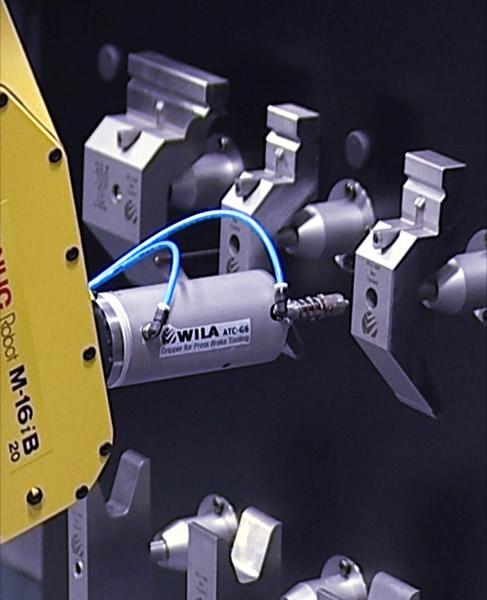
La carga/descarga automática de he-rramientas se está volviendo cada vez más frecuente, para celdas de prensas dobladoras tanto semiautomáticas como automáticas. Ahora los principales pro-veedores de máquinas cuentan con sistemas de prensa dobladora que tienen capacidad de cambio automático de he-rramientas. Algunos de éstos usan un ca-rrusel de herramental y brazo robot para seleccionar las herramientas correctas y deslizarlas automáticamente a su lugar (vea la Figura 5). Otros usan el tope trasero de la máquina para tomar las herramientas y ponerlas en su lugar, mientras que otros más usan estaciones separadas de almacenamiento de herramientas y un robot para tomar y colocar herramientas en la posición adecuada en la máquina.
Esta automatización es más rápida y más fácil gracias a herramientas que se asientan automáticamente y a sujeción hidráulica de herramientas. Recientemente se han diseñado nuevos sistemas de sujeción operados neumáticamente con mecanismos de auto-bloqueo aún más rápidos de poner y quitar, lo que los hace ideales para celdas automatizadas de doblado.
Así como las máquinas se están vol-viendo más inteligentes y más flexibles, algunos sistemas de herramental de prensa dobladora tienen ahora inteligencia integrada (vea la Figura 6). Pueden suministrarse punzones y dados con un chip electrónico que contiene toda la información vital de la herramienta, como tipo de herramienta, longitud, altura, radio y carga máxima. (El chip puede encontrarse en el lado frontal y trasero de la espiga.) El chip notifica al operador de la prensa dobladora si se está usando la herramienta correcta, si la longitud de la herramienta es correcta y cuál debe ser la posición exacta de la herramienta en el sistema de sujeción.

Figura 3
Los cojinetes de rodillo
incorporados en las espigas de punzones
y dados permiten que herramientas
muy pesadas se deslicen en los portaherramientas
superior e inferior y se
quiten de éstos con poco esfuerzo.
Los sistemas de sujeción también están equipados con una banda electrónica para leer la información del herramental de prensa dobladora almacenado y para integrar el herramental con el control y/o robot de la prensa dobladora. Este sistema de identificación y posicionamiento de herramientas permite automatización avanzada y brinda un sistema de lazo ce-rrado entre el herramental, el portahe-rramientas y la máquina.
Ya sea que un taller de fabricación se esté concentrando en la carga, la descarga, el almacenamiento de herramientas de prensa dobladora, o se esté moviendo hacia la automatización total, debe considerar las técnicas e innovaciones más reciente disponibles que ayuden a los ope-radores de prensa dobladora a manejar el inventario de herramental de manera más eficiente. Estos consejos sobre el manejo de herramientas y avances técnicos ayudarán al taller a lograr un tiempo de configuración de la prensa dobladora significativamente menor y a mejorar la productividad global del doblado.


FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}