















Un resumen sobre las maquinas roladoras
El tips de aplicacion de doblado determina el estilo de maquina y la capacidad de doblado requerida para hacer el trabajo

Figura 1: Las máquinas dobladoras de tres rodillos son sólo uno de los muchos estilos de máquinas roladoras de placa disponibles para los fabricantes de metal.
La mejor forma de determinar la mejor máquina roladora de placa u hoja (vea la Figura 1) para el trabajo es averiguar lo que pueden hacer diversas máquinas. Obteniendo esta información, usted puede evaluar y seleccionar adecuadamente una máquina que se adapte a su aplicación de doblado particular.
Por supuesto, para información y experiencia en ingeniería de aplicación más a fondo, puede contactar directamente a expertos en equipo de rolado de hoja metálica.
Un repaso de las máquinas roladoras
Los rodillos dobladores de placa u hoja se ofrecen en dos diferentes categorías: apriete sencillo y apriete doble, pero pueden variar en geometría o estilo. Los estilos de máquina generales son sistemas con apriete inicial de tres rodillos, apriete doble de tres rodillos, apriete doble de cuatro rodillos, traslación va-riable de tres rodillos, pirámide de tres rodillos, y sistemas de dos rodillos. Los rodillos de placa también se construyen en un formato vertical para aplicaciones especiales. Es importante combinar el estilo de máquina más apropiado con la aplicación.
La capacidad de la máquina es tan importante como el estilo, o incluso más importante. Los fabricantes de rodillos de placa comúnmente establecen las capacidades de sus máquinas de acuerdo con límites de elasticidad para material base de 36,000 a 38,000 libras por pulgada cuadrada (PSI). Sin embargo, usted tiene que estar conciente de que las fábricas de acero están produciendo materiales con límites de elasticidad cada vez mayores. Al escoger una máquina, debe referirse a los certificados de su fábrica y verificar el límite de elasticidad promedio de la placa que está comprando. No es nada raro descubrir que el acero “suave” que está rolando tendrá límites de elasticidad reales en el rango de 48,000 a 58,000-PSI. Recuerde, la capacidad de la máquina debe concordar con su material, y la mayoría de los fabricantes de rodillos de placa pueden proporcionar tablas deta-lladas de capacidad contra límite de elasticidad para ayudarle.
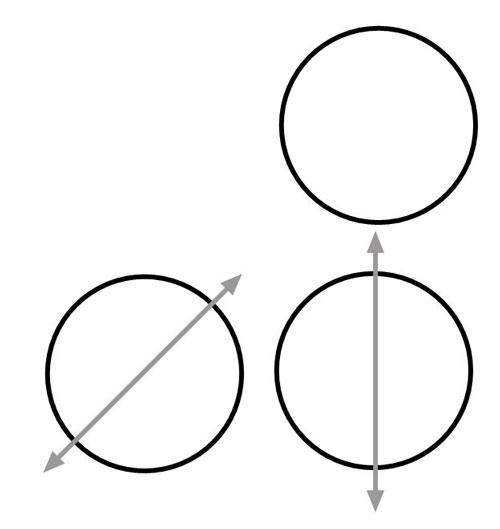
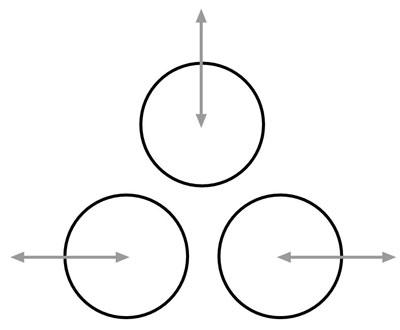
Con frecuencia usted verá capaci-dades tanto para predoblado como para rolado para cualquier máquina roladora de placa. El predoblado se hace en el rodillo de placa en los bordes inicial y final de la hoja (vea la Figura 2)—y eventual-mente en la costura (vea la Figura 3).
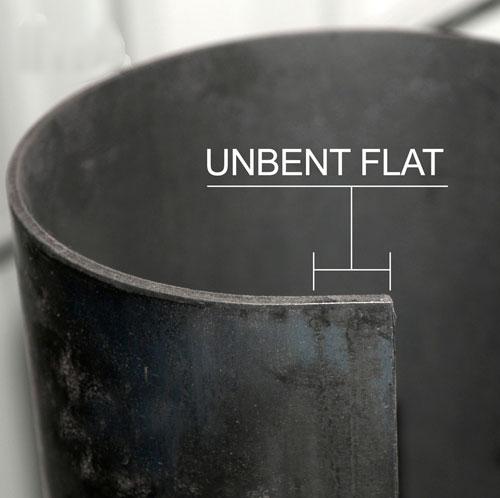
Una hoja físicamente no puede doblarse justo en el borde, y así lo que queda se denomina la parte plana sin doblar (vea la Figura 4). La mínima parte plana que usted puede esperar es 1.5 veces el espesor del material, y con frecuencia de 2.5 a 3.5 veces el espesor del material para placa más gruesa.
Es la operación de predoblado, en un intento por minimizar la parte plana sin doblar, la que absorbe la mayor cantidad de potencia. He ahí el porqué los valores de predoblado son menores que las capacidades de rolado para una máquina dada.
Al revisar las capacidades de una máquina, tiene que estar conciente de que la capacidad máxima de rolado se expresa usualmente con el requerimiento básico de pasos múltiples de rolado y partes planas sin doblar muy largas. Además, debe notar el espesor y el ancho del material y características del equipo como diámetro del cilindro, tipo de máquina, punto de cedencia y diámetro de los rodillos. También debe tomarse en cuenta la competencia del operador.
Los NC y CNC se están volviendo cada vez más comunes en el sitio de trabajo. La mayoría de las máquinas NC y CNC son del tipo de cuatro rodillos.
Se recomiendan controles automatizados para producción de cilindros o cubiertas en altos volúmenes, y para rolar formas completas que no se reproducen fácilmente usando controles manuales estándar. Los dobleces múltiples, doble-ces de radio variable, y óvalos son ejemplos comunes de estas formas complejas.

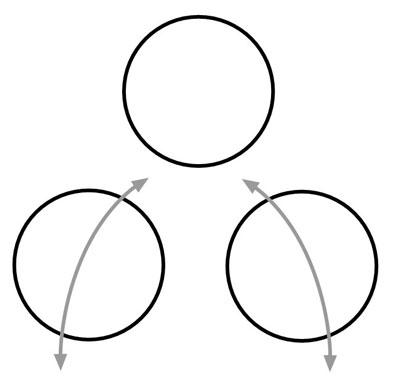
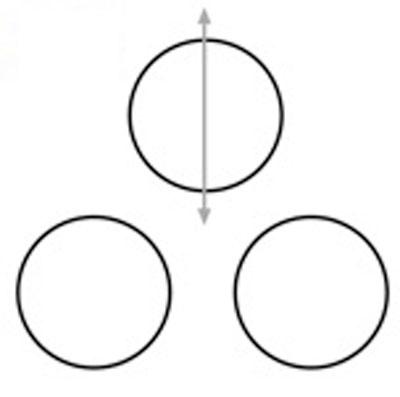
Figure 3: Si el predoblado se hace correctamente, la costura debería unirse bien.
Una mirada más cercana a los estilos de máquinas
Los rodillos de placa con apriete inicial de tres rodillos (vea la Figura 5) o con apriete inicial sencillo generalmente son para aplicaciones de capacidad ligera y pueden ser electromecánicos o hidráulicos. Éstos funcionan apretando la hoja plana entre dos rodillos verticalmente opuestos mientras que el tercero, el rodillo de compensación—o rodillo de doblado—se mueve hacia arriba para hacer contacto con la hoja y luego doblarla. Cuando se activa la rotación de los rodillos, la hoja sale a un radio dado. Con la hoja cortada a la longitud saliente y el rodillo de doblado adecuadamente posicionado, la parte es rolada en una forma cilíndrica que luego puede soldarse en la costura para producir un cilindro cerrado.
Cuando un cilindro es completamente rolado, éste es extraído del rodillo superior. Las máquinas generalmente están equipadas con algún tipo de mecanismo de liberación del rodillo superiorque permite la extracción del cilindro. Esta extracción se hace con la ayuda de un rodillo superior de inclinación hacia adelante o de liberación hacia adelante, o una barra final removible.
En la mayoría de las aplicaciones, estas máquinas requieren la remoción y reinserción de la hoja para predoblar ambos extremos. Éstas son rentables, pero pueden requerir más mano de obra en la configuración de una producción que sus contrapartes modernas.
Durante los años 50s se construyeron muchas máquinas grandes de apriete inicial mecánico, y ocasionalmente pueden encontrarse en el mercado de segunda mano. Todas tienen bastidores de fundición, pues las aleaciones y técnicas de soldadura modernas estaban por inventarse.
Los rodillos de placa de doble apriete están disponibles en capacidades lige-ras a muy pesadas, y pueden tener tres (vea la Figura 6) o cuatro rodillos (vea la Figura 7). La terminología puede ser confusa, pues estas unidades también pue-den nombrarse como rodillos de placa de pirámide de doble apriete o rodillos de placa de doble apriete inicial. Los estilos tanto de tres como de cuatro rodillos tienen rodillos superiores de posición fija y dos rodillos de compensación, o laterales, uno en cada lado.
Los estilos de cuatro rodillos tienen un rodillo adicional debajo del rodillo superior, que constantemente aprieta la placa durante el rolado. Los rodillos de doble apriete pueden predoblar ambos extremos de la placa sin remoción, como se requiere con rodillos de apriete sencillo.
Las máquinas de tres rodillos generalmente requieren predoblar el borde inicial, pasando la hoja a través de la máquina para predoblar el borde final, y luego cambiando la dirección de rotación del rodillo para rolar el cuerpo del cilindro. Los rodillos de placa de cuatro rodillos tienen una ligera ventaja en el tiempo del ciclo debido a que permiten predoblar el borde inicial, rolando el cuerpo del cilindro, y acabar el predoblez final, todo mientras rolan en la misma dirección.
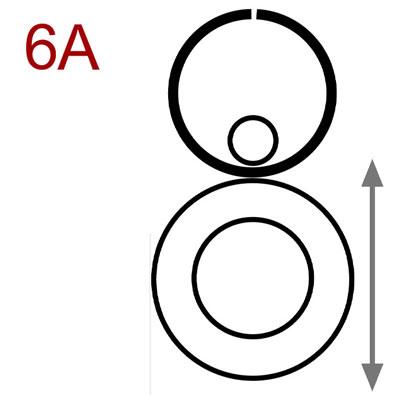
Las máquinas más pequeñas pueden ser mecánicas, pero la mayoría son hidráulicas e incluyen barras finales de descarga (vea la Figura 8) para una fácil extracción de la pieza de trabajo.
Los rodillos de placa de cuatro rodi-llos generalmente son el único equipo con NC y CNC debido a que el cuarto rodillo proporciona acción de apriete constante, minimizando la posibilidad de deslizamiento. Los controles automáticos usan un codificador para rastrear el movimiento de la placa a través de la máquina. Si la placa se desliza, los movimientos del rodillo de doblado estarán fuera de sincronía con respecto al movimiento de rolado.
Los rodillos de placa con tres rodillos de geometría variable no son nuevos, pero están ganando popularidad en todo el mundo (vea la Figura 9). Se constru-yen para manejar aplicaciones de rolado de placa de peso medio a sumamente pesadas.

Figura 8: Las barras finales fáciles de quitar pue-den hacer que la remoción de material sea un proceso rápido.
El rodillo superior se mueve hacia arriba y hacia abajo mientras que los dos rodillos inferiores se mueven horizontalmente. Este movimiento de los rodillos inferiores aumenta la distancia de compensación desde el rodillo superior, y al hacerlo da una clara ventaja mecánica en el doblado. Una máquina de este tipo funciona bien en una amplia gana de espesores de material.
Con geometría variante, estos rodi-llos pueden usarse como una máquina de apriete sencillo, de apriete doble o estilo pirámide que requiere movimiento mínimo de la hoja durante el predoblado. En el pasado, estas máquinas se encontraban comúnmente en los astilleros, pero ahora se están llevando a aplicaciones de manufactura y de taller de trabajos generales.
Las máquinas de pirámide reales rara vez se usan en instalaciones de vanguardia. Usualmente pueden encontrarse en el mercado de segunda mano.
Éstas tienen tres rodillos (vea la Figura 10), con ambos rodillos inferio-res en posición fija y el rodillo superior, o de doblado, moviéndose hacia arriba y hacia abajo. En general, dejan una parte plana muy larga sin doblar y no son amigables con el usuario como otros tipos de máquinas roladoras.
Las máquinas de dos rodillos (vea la Figura 11) están diseñadas para material de calibre delgado rolado a diámetros razonablemente pequeños. Usan un rodillo de apriete de diámetro grande recubierto con uretano que se mueve hacia arriba con presión extrema contra un rodillo superior de acero de diámetro pequeño. Un mandril o tambor, con un diámetro exterior muy cercano al diámetro interior deseado de la parte terminada, se adapta sobre el rodillo superior.
Los rodillos de hoja con dos rodillos son sumamente rápidos y rolarán partes redondas incluso si la pieza en tosco tiene cortes o agujeros. Debido a que requieren un mandril para cada diámetro de parte y espesor de material, no son tan versátiles como algunas otras máquinas, pero para producción a alta velocidad dedicada, con frecuencia son la mejor opción absoluta.
Otras consideraciones para las máquinas roladoras
En términos de equipo opcional para máquinas roladoras, los puntos más importantes a considerar son las superficies de rodillo endurecidas y los dispositivos de rolado cónico.
Los materiales más duros y las técnicas de corte por láser/plasma de la actualidad requieren superficies de rodillo exteriores duras en equipo de rolado. Busque un valor de dureza escala C Rockwell de 50 a 55. La dureza en este rango tendrá una profundidad de penetración razona-ble y dará protección de larga duración contra desgaste de la superficie del rodillo. Una dureza mayor a 60 tendrá una penetración poco profunda y resultará en fractura o agrietamiento de la superficie del rodillo.
Los dispositivos de rolado cónico, los cuales le permiten rolar una forma cónica, son estándar en algunas máquinas. También hay soportes laterales de material y soportes aéreos opcionales, pero son solicitados con menos frecuencia. Los soportes aéreos evitan que los materiales ligeros se colapsen cuando se rolan a diámetros grandes. Un soporte lateral puede también ayudar a evitar que los materiales ligeros se recurven hacia el piso si el radio es muy grande.
Algunas máquinas tienen flechas de rodillo que salen a través del bastidor de la máquina. Pueden adaptarse dados de tubo o de sección a estas flechas adaptadoras, pero no es práctico rolar hierro en ángulo en un rodillo de placa. El ángulo tiende a torcerse al rolarse, y los rodillos de placa no tienen guías laterales salientes ajustables para material para evitar esta torsión. Usted debe considerar usar una máquina de rolado de sección o rodillo de ángulo para ese tipo de doblado. En general, los dados de sección en rodillos de placa son buenos para doblar barra plana por la parte difícil, varillas o tubo pequeño.
Adicionalmente, las máquinas dobladoras de rodillo más nuevas están equipadas con dispositivos modernos de seguridad, como botones de paro de emergencia, alambres de disparo de seguridad, circuitos de control de bajo voltaje a 24 VCA; y consolas independientes de control para el operador. Sin embargo, es responsabilidad del usuario asegurar la instalación y el uso correcto de guardas o dispositivos de seguridad para la operación.
About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

2
Máquina de corte por láser diseñada para el mercado mexicano

3
La sierra de doble carro sigue los contornos del tubo perfectamente

4
Prescripción para la reducción del desperdicio: arreglo esbelto de las instalaciones

5
La máquina procesadora de placas crea biseles complejos en un solo corte
