















Editor-in-Chief

Figure 1: El introducir helio a la mezcla de gas de soldadura durante la GTAW puede resultar en una mejor penetración y soldaduras de alta calidad.Foto cortesía de Rodney W. Good, Artistic Photography, Harrisonburg, Va.
Nota del Editor: lo siguiente se basa en la presentación “Understanding Weld Shielding Gases” (entendiendo a los gases de protección para soldadura) hecha en ABB Technology Days, abril de 2010.
La manufactura es una profesión dominada por los trabajadores entre los 40 y 50 años. Como resultado, mucho del pensamiento de la vieja escuela rige el taller. Las cosas se hacen de cierta manera porque siempre se han hecho de esa manera.
Esa mentalidad afecta con frecuencia la selección del gas de protección de soldadura. Un taller de fabricación que siempre usó una mezcla de 75 por ciento de argón/25 por ciento de CO2, probablemente seguirá usando esa misma mezcla hasta que alguien pugne por un cambio.
Sí hay evaluaciones de nuevas mezclas de gas de protección, pero es probable que las pruebas no sean sistemáticamente meticulosas. Usualmente, la prueba depende de la opinión de un soldador. Si al soldador le gusta trabajar con la botella muestra del gas, eso es buena señal para una consideración honesta del cambio. Por supuesto, la prueba de soldadura también depende de mantener los valores correctos de voltaje y usar el modo correcto de transferencia de metal. Si esos paráme-tros están equivocados, así lo estará la totalidad de la evaluación. Si el soldador no se inclina a un cambio, la evaluacióntermina más o menos con la chispa inicial de las soldaduras de prueba.
Al final, esos talleres de fabricación que no están abiertos a ver mezclas alternativas de gas de protección se están causando un perjuicio. Para ciertas aplicaciones de soldadura, una mezcla nueva puede conducir a un mejor resultado de la soldadura.
Un contratista de defensas recientemente descubrió eso de primera mano cuando sus soldadores probaban una mezcla de 75 por ciento de helio/25 por ciento de argón, mientras soldaban aluminio de 1 pulgada de espesor con arco de tungsteno con gas (GTAW). El contratista había confiado en el viejo estándar industrial de 100 por ciento de argón para el gas de protección, pero no estaba obteniendo una penetración consistente en las soldaduras.
Después de trabajar con la mezcla de helio/argón, los soldadores descubrieron que el helio en la mezcla de helio/argón retiene mucho más calor, proporcionando la penetración más profunda. El contratista obtuvo las soldaduras de más alta calidad que estaba buscando, y se redujo el retrabajo. El cambio hacia la nueva mezcla de gas de protección fue significativo pues el argón al 100 por ciento típicamente cuesta alrededor de un tercio de la mezcla helio/argón.
Los soldadores pueden esperar que el helio proporcione ese calor agregado para una mayor penetración y fluidez del pozo (vea la Figura 1). Sin embargo, deben notar que cuando el helio comprende más del 50 por ciento de la mezcla, la estabilidad del arco empieza a disminuir.
El argón al 100 por ciento se usa típicamente en GTAW de acero inoxidable. Si un taller de fabricación está involucrado en alto grado en la soldadura de aceros inoxidables Serie 300 ó aleaciones de níquel, puede desear considerar el hidrógeno como parte de la mezcla de gas de protección de soldadura.
Usando argón mezclado con 2 a 5 por ciento de hidrógeno, un soldador puede esperar velocidades de viaje de la soldadura más rápidas y menos distorsión mientras el arco está encendido. Obviamente, no muchos talleres gastan buena parte de su tiempo soldando con GTAW acero inoxidable 304 ó 316, pero para industrias como la del procesamiento de alimentos o tratamiento de agua, puede tener sentido una mezcla con hidrógeno del gas de protección de soldadura.

Figure 2: Conforme se agrega más CO2 a una mezcla de gas de protección de argón/CO2, la soldadura por arco de metal con gas muestra una mayor penetración. Por supuesto, ese resultado depende del ángulo de antorcha correcto durante la soldadura.Foto cortesía de Lila Aryan Photography, Whitefish Bay, Wis.
Lo que no tiene sentido es introducir una mezcla con hidrógeno a un proceso de soldadura en acero al carbón o aluminio. El resultado sería agrietamiento por hidrógeno, y eso nunca es algo bueno en la soldadura.
Los soldadores que trabajan con aceros inoxidables dúplex—que tienen microestructuras compuestas de granos de acero austenítico y ferrítico—pueden considerar el uso de nitrógeno como parte de la mezcla del gas de protección. El nitrógeno actúa como un estabilizador austenítico. Una mezcla de 95 por ciento de argón/5 por ciento de nitrógeno típicamente funciona mejor.
Hacer recomendaciones sobre el gas de protección con respecto a la soldadura por arco de metal con gas (GMAW) es un poco más complicado debido a que el proceso de soldadura depende mucho de una fuente de poder ajustada correctamente. Además, ángulos incorrectos de la antorcha pueden resultar en una penetración insuficiente. Una soldadura MIG que se ve bien no necesariamente está bien una vez que las pruebas revelan que la soldadura nunca penetró el metal base.
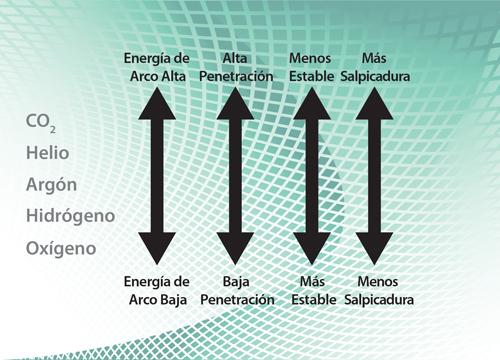
Cuando se trata de GMAW (vea la Figura 2), el argón, el CO2, el oxígeno y el helio son las opciones de gas más adecuadas. La mayoría de los soldadores de la vieja escuela confían en una mezcla de 75 por ciento de argón/25 por ciento de helio, pero más gente está mostrando interés en una mezcla de 95 por ciento de argón/5 por ciento oxígeno, particularmente para procesos de transferencia por rocío. Cualquiera que sea la elección de gas de protección, cada componente de gas produce un cierto resultado final (vea la Figura 3).
Veamos una mezcla de argón/CO2 para GMAW de acero. Conforme se agrega el CO2, la penetración y los niveles de salpicadura aumentan, y surge un perfil de cordón más plano. Además, se requiere un valor de voltaje más alto.
El modo de transferencia del metal afecta la cantidad de CO2 que se agrega a la mezcla de gas:
Ahora compare eso con el uso de argón/oxígeno para GMAW de acero. Cuando se compara con el CO2, la adición de oxígeno resulta en una menor penetración, una cantidad similar de salpicadura, y un perfil de cordón más plano. Con una mezcla de oxígeno, puede usarse un valor de voltaje más bajo.
De nuevo, el modo de transferencia del metal determina la cantidad de oxígeno en la mezcla de gas de argón/oxígeno:
El helio como reemplazo para el CO2 en la GMAW del acero puede funcionar bien en algunas aplicaciones. La pre-sencia de helio resulta en menos humos, buena acción de humedecimiento, ritmos más altos de deposición y un perfil de cordón más plano.
El helio es un ingrediente clave de las mezclas de gas para soldar con GMAW aluminio o acero inoxidable. Típicamente, un soldador de la vieja escuela podría usar argón al 100 por ciento cuando suelda aluminio con GMAW, pero la adición de helio a esa mezcla de gas puede resultar en un mejor humedeci-miento. Lo negativo es que conforme se aumenta el porcentaje de helio, también aumentan la inestabilidad del arco y la salpicadura.
En realidad, soldar acero inoxidable con GMAW usando helio da el mismo resultado que soldar aluminio con GMAW. Sin embargo, al soldar acero inoxidable con GMAW, la mezcla de gas típicamente incluye de 2 por ciento a 3 por ciento de CO2 con alguna combinación de argón y helio.
Los soldadores que trabajan con soldadura por arco con núcleo de fundente típicamente usan CO2 al 100 por ciento o una mezcla de 75 por ciento de argón/25 por ciento de CO2. Puede agregarse helio en lugar de argón para ayudar a reducir la generación de humos durante el proceso de soldadura.
Descartar el pensamiento de la vieja escuela y contactar a un proveedor de gas de soldadura puede ayudar a los soldadores a aprender acerca de todas las mezclas de gas de protección disponibles que podrían ayudarlos a producir la soldadura perfecta.



FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}