















Eligiendo la protección correcta para el mejor corte con plasma
La protección con agua, una opción para cortar con precisión metal no ferroso

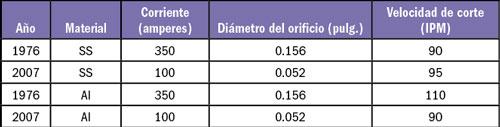
Figura 1: Los fabricantes han protegido los arcos de plasma con neblina de agua durante 30 años, pero sólo recientemente la protección con agua se ha vuelto confiable para el corte de precisión con plasma.
A través de los años, el corte con plasma de alta precisión ha avanzado significativamente. En comparación con la tecnología de corte con plasma de hace varias décadas, los sistemas modernos pueden cortar el mismo espesor de material usando mucho menos potencia sin sacrificar la velocidad de corte (vea la Figura 1 y la Figura 2). Dichos sistemas de corte usan consumi-bles con un orificio mucho menor y velocidades de flujo de gas mucho más rápidas. En comparación con el corte con plasma convencional, el arco es mucho más estrecho y tiene una mayor densidad de energía.
Los métodos usados para proteger el arco de plasma contra la atmósfera también han evolucionado. El concepto de usar agua de la llave para generar el gas secundario ha existido por más de tres décadas, pero el corte con plasma de alta precisión usando el proceso de nitrógeno-agua se desarrolló hace menos de una década. Para muchas operaciones que involucran materiales no ferrosos con un espesor de 1.25 pulgadas o menos, este proceso de corte con plasma de nitrógeno-agua—o WMS™ (Water Mist Secondary) puede ser capaz de reducir los cortos del corte y mejorar la calidad.
Fundamentos del proceso de agua-nitrógeno
El corte con arco de plasma de nitrógeno-agua usa nitrógeno como el gas de plasma (primario) y agua común de la llave como el gas protector. Durante el corte, la energía del gas de plasma divide el agua en la antorcha en sus componentes principales, hidrógeno y oxígeno. El hidrógeno crea una atmósfera reducida en la zona de corte, aislándola de los ele-mentos contaminantes y produciendo una superficie de corte limpia, libre de escoria y libre de óxido.
La mayor parte del agua usada durante el proceso (de 4 a 8 GPH, de 15.1 a 30.3 litros por hora) es convertida en los componentes principales y de esta forma no requiere desecharse. El agua además ayuda a reducir la emisión de vapor y óxido de nitrógeno a menos de la del corte seco (aunque sigue emitiendo más vapores que el corte debajo del agua). El corte con nitrógeno-agua puede consi-derarse un proceso semi-seco.
¿Qué constituye un corte de alta precisión?
En el corte con plasma automatizado, una superficie cortada con precisión tiene las siguientes características:
- Cara cuadrada (bisel de menos de 3 grados).
- Lisa, con líneas de corrimiento casi verticales.
- Poco o ningún óxido.
- Poca o ninguna escoria; la escoria presente debe ser fácil de eliminar.
- Mínima zona afectada por el calor y capa refundida.
- Buenas propiedades mecánicas en componentes soldados.
Se hace un corte de precisión lo más rápido posible, pero que aún así la parte pueda ir directo a soldadura o al siguiente paso de fabricación sin costosas actividades adicionales que compensen los defectos del paso anterior. Aun cuando ciertos códigos y estándares estipulan procedimientos de preparación de bordes, un corte de precisión reduce enormemente el grado de preparación del borde.
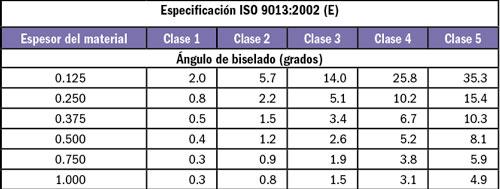
Históricamente, un corte de precisión era uno sin escoria, una superficie lisa y un bisel de menos de 3 grados. Sin embargo, ese estándar no tomaba en cuenta el espesor del material. Actualmente ISO 9013:2002 da la mejor definición de alta precisión, que es el corte Clase 3 o mejor (vea la Figura 3).
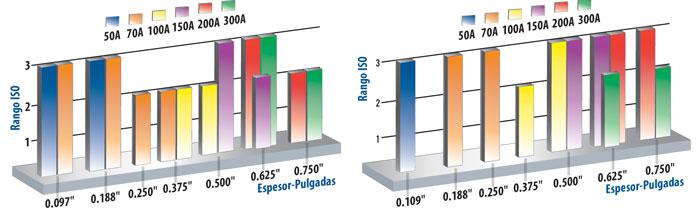
El proceso con plasma de alta precisión de nitrógeno-agua hace cortes Clase 3 o mejores en acero inoxidable y aluminio de hasta 0.75 pulgadas, y lo hace en una amplia variedad de espesores y rangos de amperaje (vea la Figura 4). Por supuesto, ese corte de precisión requie-re los consumibles correctos que vayan bien con el amperaje de corte para la aplicación.
Ventajas del nitrógeno-agua en material no ferroso
Ya sea en combinación con agua u otros gases, el plasma de nitrógeno proporciona un corte muy recto con líneas de corte mínimas y un ancho de corte reducido. Además proporciona una excelente vida del electrodo.
Usar agua para generar el gas protector tiene varios beneficios. Primero, minimiza la entrada de calor y enfría rápidamente el metal, lo que a su vez reduce significativamente la formación de escoria. De hecho, ciertas configuraciones de nitrógeno-agua no producen escoria al cortar acero inoxidable y aluminio calibre 10 a 1.25 pulgadas de espesor. Segundo, la baja entrada térmica minimiza la distorsión y conserva las propiedades mecánicas. Tercero, el agua proporciona el hidrógeno necesario para evitar la formación de óxido en la superficie de corte. Los óxidos pueden fomentar defectos de la soldadura debido a que sus propiedades difieren enormemente de las propiedades del material base.

Figura 6: Cambiando los consumibles, un operador puede convertir un sistema de plasma automático para cortar material no ferroso que usa el proceso de nitrógeno-agua, en un sistema que corta acero suave.
Otras combinaciones populares de gas de plasma para cortar materiales no fe-rrosos son H35 (35 por ciento de hidrógeno/65 por ciento de nitrógeno) para material más grueso que 0.375 pulgadas y F5 (95 por ciento de nitrógeno/5 por ciento de hidrógeno) para material más delgado. Ambos usan nitrógeno como gas protector. Aun cuando el H35 y el F5 proporcionan cortes rápidos y libres de óxido, el gas de hidrógeno introduce mucho calor en el material. Como resultado, hay más escoria y las partes cortadas con frecuencia necesitan limpiarse antes de que pue-dan pasar a soldadura o pintura. El uso de H35 y F5 además puede ser caro.
El corte con plasma de materiales no ferrosos con un espesor entre 0.375 y 0.75 pulgadas también puede hacerse con mezclas de argón e hidrógeno (y ocasionalmente nitrógeno adicional) como el gas primario y con nitrógeno como el gas secundario. Éstos producen una excelente calidad del corte y altas veloci-dades de corte, pero el consumo de argón e hidrógeno resulta en un mayor costo de corte por metro.
Para espesores menores a 0.375 pulgadas, usar un gas económico—como aire comprimido o nitrógeno—tanto para el gas primario como para el de protección reduce espectacularmente los costos de corte y proporciona altas velocidades de corte, pero compromete la calidad. Los cortes con nitrógeno y diversas mezclas tienen un bisel excesivo, mientras que los cortes con aire comprimido muestran una oxidación excesiva. Además, es difícil obtener cortes libres de escoria y con poco bisel en material más delgado que 0.375 pulgadas usando una mezcla de argón/hidrógeno como el gas de plasma.
Evaluando todos los factores
En cuanto al corte con plasma automatizado, los fabricantes tienen diversas opciones de gas de plasma y de protección. La elección afecta significativamente la calidad del corte y los costos del proceso (vea la Figura 5 y la Figura 6).
Al cortar acero inoxidable, aluminio y otros materiales no ferrosos, los fabricantes deben evaluar sus opciones. Si una pieza de trabajo sólo necesita una calidad de corte convencional, usar aire del taller como el gas primario y de protección pue-de ser suficiente, pero el borde del corte resultante puede requerir rectificado y limpieza, y se suman los costos de esos procesos secundarios.
Para el corte con precisión de metal no ferroso, los fabricantes pueden usar una mezcla como H35 para el gas primario y nitrógeno para el gas de protección; o, como en el proceso de nitrógeno-agua, use nitrógeno como el gas primario y una neblina de agua como la protección. De acuerdo con pruebas independientes, la calidad del corte usando H35 o el proceso de nitrógeno-agua es casi la misma, aunque la combinación de nitrógeno-agua puede producir una zona afectada por el calor ligeramente menor.
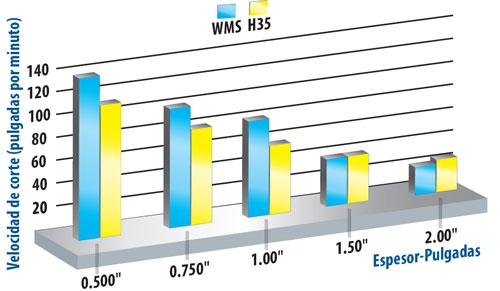
Mientras más grueso sea el metal, más lenta será la velocidad de corte, sin importar el gas de protección y primario que se use. Para material delgado, la combinación nitrógeno-agua puede cortar más rápido que las alternativas. Para metal más grueso que 1.5 pulgadas, un gas primario como H35 puede seguir siendo la mejor opción (vea la Figura 7).
La selección, como siempre, es cuestión de los requerimientos de la aplicación. Lo más importante, ninguna combinación de corte con plasma de ta-ller es inmutable. Analizar el gas primario y de protección en última instancia pue-de ayudar a reducir el costo de corte por metro, haciendo la operación de corte de un fabricante mucho más eficiente y competitiva.
About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
La mezcla de gas auxiliar impulsa la tecnología del láser de fibra

2
Nuevas herramientas contribuyen a operaciones de prensa más inteligentes

3
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

4
La sierra de doble carro sigue los contornos del tubo perfectamente

5
Máquina de corte por láser diseñada para el mercado mexicano
