















Editor-in-Chief

La idea de desperdiciar mano de obra en un trabajo de desbarbado ya no cabe en la mayoría de los talleres de la actualidad.
Los fabricantes en metal quieren optimizar en costos de mano de obra para ser más competitivos contra sus competidores cercanos o del otro lado del Océano Pacífico. Ésta es una de las razones por las que esta recuperación económica todavía tiene que quitarle un buen tajo a la tasa de desempleo. Los talleres han aprendido a automatizar más funciones que solían requerir trabajo manual.
En cuanto a la punzonadora, los fabricantes han encontrado que ahora pueden hacer una gama completa de tareas—incluyendo el desbarbado—antes de que la pieza salga de la mesa. Esto ha resultado útil para reducir e incluso eliminar el rectificado corriente abajo.
En general, los fabricantes están usando nuevos diseños de herramental para obtener el borde aceptable que necesitan. El inconveniente es que se sigue requiriendo algo de desbarbado para eliminar el reborde de la microjunta que mantiene la parte cortada unida al esqueleto durante la operación de punzonado. La microjunta se crea programando la herramienta de cizallado o corte en tiras para que deje un espacio durante su operación.
“Si desbarbamos o tratamos de desbarbar en la punzonadora, seguimos necesitando mantener esa parte en su sitio. He ahí donde entran en función las pestañas”, dijo Mike Roll, gerente de producto de TRUMPF, máquinas punzonadoras y de combinación.
Por supuesto, el tamaño de la microjunta puede jugar un papel muy importante en qué tan notoria es la pestaña resultante. Kroll dijo que una pestaña en el rango de 0.006 a 0.008 pulgadas es un indicador de una microjunta que tiene el tamaño adecuado para la mayor parte de la hoja metálica procesada actualmente en punzonadoras. Es suficientemente grande para unir la parte al esqueleto (en material de hasta 0.1875 pulgadas), y sigue siendo suficientemente pequeña para ser desbarbada rápidamente o para dejarse porque cae dentro de las directrices aceptables del trabajo.
También la ubicación es importante. Por ejemplo, en la mayoría de las partes rectangulares y cuadradas, las microjuntas deben ponerse en las esquinas, si se hacen correctamente, apenas si se notarán.
Aunque las microjuntas se usan más ampliamente para mantener estas partes bajo control en la mesa de punzonado, algunos fabricantes siguen diseñando juntas de alambre, conexiones pequeñas similares a alambres entre la parte y el esqueleto, creadas cuando el herramental de punzonado deja un ligero espacio entre dos golpes de punzón. Estos alambres se rompen con facilidad cuando el esqueleto sale de la mesa de punzonado, pero queda una astilla metálica.
“Es muy filosa y peligrosa”, dijo Tim Brady, gerente de productos de punzonado y combinación de Amada America. “Tiene que romperse y lijarse”.
De sobra está decir que la mayoría de los expertos en fabricación recomiendan reemplazar las juntas tipo alambre por la solución de las microjuntas.

Figura 1
La herramienta MultiShear de TRUMPF produce bordes de corte tersos sin daño.
Esta herramienta está diseñada para brindar la calidad de los bordes cortados con
láser sin necesidad de rectificado. Foto cortesía de TRUMPF Inc.
¿Qué piensan sobre desbarbar mientras la parte está en la prensa? Es posible con el herramental adecuado.
Las tecnologías de rueda y bola de rodillos han existido por varios años. Murata desarrolló una solución con bola de rodillos que básicamente sigue la geometría de la parte punzonada y con fuerza da nueva forma al borde para quitar la rebaba. “Sujetamos el material arriba y abajo, y lo que hacemos es rodar por la geometría para eliminar la rebaba. Es bastante simple”, dijo Cary Teeple, gerente de ventas de productos de fabricación, Murata Machinery USA.
TRUMPF aplica otra solución con su herramental de desbarbado. Tiene una rueda cilíndrica con un ángulo de 45 grados. Ésta sigue el borde exterior de la parte punzonada, básicamente rodando por la rebaba inferior hacia el material.
“Cuando pensamos en desbarbar partes, pensamos en eliminar esa rebaba”, dijo Kroll. “Lo que en realidad hacemos al igual que otros es una operación de acuñado”.
Hay otro herramental que hace la misma tarea pero sin la bola o la rueda. La herramienta de achaflanado de Amada sigue la parte con borde punzonado en el borde inferior, donde está la rebaba.
“La herramienta de achaflanado simplemente va a lo largo de la parte inferior de la pieza en modo de recorte y elimina esa rebaba achaflanando el borde inferior. Con una configuración correcta, el borde superior y el borde inferior se verán casi iguales en cuanto a la cantidad de rebabas”, dijo Brady.
A veces también el cizallado puede producir marcas inaceptables en el borde exterior de una parte. Aquí también, el herramental ha evolucionado para producir esos bordes sin las marcas de emparejamiento, que se ven como si algo se hubiera agarrado fuertemente al material y luego lo hubiera soltado.
TRUMPF ha desarrollado una herramienta de cizallado diseñada para cortar de manera muy parecida a unas tijeras (vea la Figura 1). La máquina hace oscilar la herramienta de cizallado hacia adelante y hacia atrás, cortando tres lados. Cuando se llega al corte final, corta en el interior del dado, evitando que todas las fuerzas de corte caigan en el borde del material. Esa redistribución de fuerzas evita la aparición de la marca de emparejamiento usual.
¿Y si el último corte de una parte no sólo eliminara todo remanente de esa última microjunta, sino que también separara totalmente la parte del esqueleto? Eso suena prometedor, pero la parte todavía tiene que salir del espacio de punzonado, ¿no?
Ahí es donde la automatización ha evolucionado. La remoción de partes se está usando cada vez más con punzonadoras.
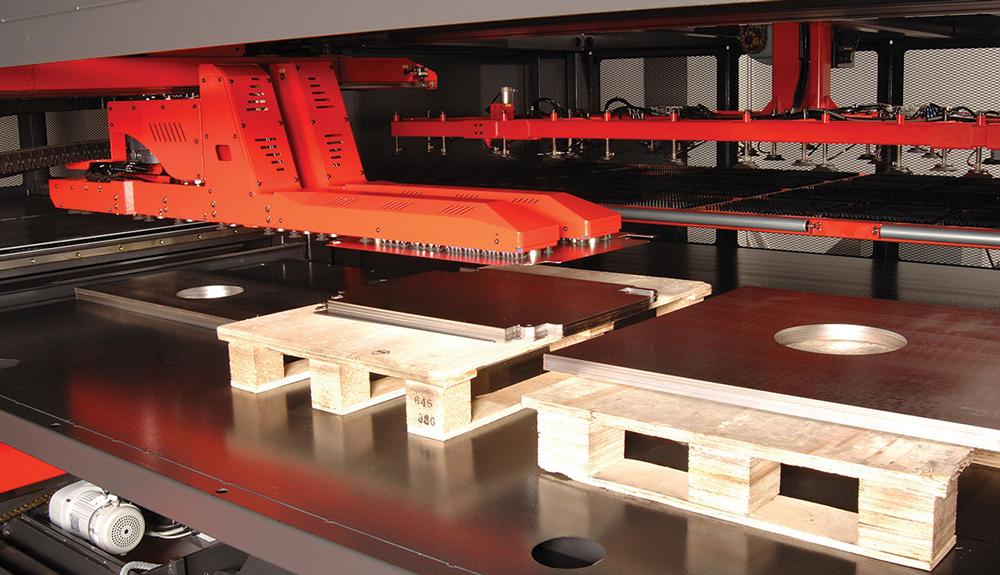
Figura 2
La automatización del agrupamiento de partes no sólo quita las partes de la mesa de
punzonado conforme son cortadas del esqueleto, sino que además pone las partes
en pilas de partes similares. La acción de sacudir y separar el esqueleto se elimina
así como la organización de partes. Foto cortesía de Amada America Inc.
“En el panorama general, no se trata de velocidad”, dijo Teeple. “No estamos viendo velocidad. Cuando se ven partes agrupándose, se va a ver más lento, pero lo que esto va a hacer es dar un menor costo. Eso es lo que realmente buscamos”.
Ese arreglo automático elimina lamano de obra para sacudir y separar las partes, para almacenar las partes en la pila apropiada, y para desbarbar los bordes, porque eso ya se hizo en la punzonadora.
Las ventosas e imanes en un brazo robótico pueden llegar a la punzonadora para agarrar un parte conforme es punzonada y queda separada de la hoja. Las ventosas o imanes son programados y se activan para asir de acuerdo con la geometría de la parte y la ubicación de nidos (vea la Figura 2).
“La automatización en general hace a todas las máquinas más productivas. Lo que he visto de los clientes en los últimos años, es que realmente quieren reducir la cantidad de mano de obra involucrada. Significa que si la máquina puede operar con las luces apagadas o sola con menos involucramiento del operador, están completamente a favor”, dijo Brady.
Por supuesto, no todos los fabricantes en metal están en la posición de comprar nuevo herramental o una nueva máquina con remoción y colocación automatizada de partes. Sin embargo, pueden llevar a cabo algunos pasos para asegurarse de que están obteniendo el mejor borde posible al punzonar formas:



FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





