
















Product Manager

Una prensa servo-accionada puede ser muy poderosa, pero sólo puede aprovechar al máximo su potencial si sabe cómo usarla.
Tener la mejor herramienta es sólo la mitad de la respuesta. El conocimiento es la otra mitad. La tecnología está evolucionando constantemente, permitiéndole hacer productos de mejor manera y al menor costo, mientras que consume menos recursos.
Para hacer el mejor uso de la servotecnología, debe tener las mejores prácticas y la mejor gente listas con capacitación y soporte continuo. Debe formar un equipo multidisciplinario de operadores, diseñadores de dados, ingenieros y proveedores de equipo, quienes trabajarán juntos para optimizar la línea de estampado como un todo.
El primer paso para sacarle más provecho a su servoprensa es entender sus procesos actuales y sus limitaciones—y cómo las prensas pueden ayudar a superar las limitaciones. Otras cosas que debe considerar son el tonelaje inverso, la carga descentrada y la vida del dado. Aplicaciones con un alto tonelaje inverso deben hacerse en un perfil de movimiento de troquelado silencioso para reducir el tonelaje inverso y aumentar la vida de la herramienta y de la prensa. Dados pequeños con carga concentrada pueden operarse en una prensa de un solo punto; sin embargo, dados grandes con una aplicación de carga descentrada deben operarse en una prensa de dos o cuatro puntos para minimizar los efectos nocivos que genera el desequilibrio.
Igualmente importante es desarrollar un entendimiento de los nuevos materiales que se están desarrollando, como el acero de alta resistencia y el aluminio de alta resistencia, para establecer las especificaciones de las servoprensas y el equipo auxiliar para cumplir los requerimientos futuros.
Además, estar al tanto de los procesos corriente abajo que pueden hacerse en una servoprensa también puede ser útil. Procesos secundarios como ensamble y machuelado en el dado pueden completarse en una servoprensa con alta productividad, gracias a su perfil de movimiento de carro de variación infinita. Debido a que la servotecnología permite que la prensa opere a velocidades muy bajas, usted puede reducir las velocidades de punzonado durante la etapa de troquelado de la carrera. Esto le permite operar dados con separaciones muy cortas entre punzón y dado para producir partes con calidad cercana al troquelado fino sin sa-crificar la vida de la herramienta, lo cual no sería posible en una prensa mecánica convencional.
Entender los valores de tonelaje, par y energía de su servoprensa es crítico. Estas especificaciones deben cumplir o exceder los requerimientos actuales así como las necesidades futuras (vea la foto al inicio). Esos requerimientos variarán, depen-diendo de si la aplicación es troquelado o embutido profundo, dado progresivo o de transferencia. Las servoprensas le dan la flexibilidad para operar diferentes perfiles de movimiento, como movimiento descentrado, de enlace, de conformado múltiple y de péndulo, en la misma prensa.
Los servomotores de alto par y baja velocidad le permiten formar partes a velocidades más lentas con plena energía para aplicaciones de embutido profundo. Esto es especialmente beneficioso para formar aceros avanzados de alta resistencia (AHSS, por sus siglas en inglés) que requieren velocidades lentas de formado, pero alta energía (vea la Figura 1). El servomotor de alto par y baja velocidad también le permite operar la prensa a carreras cortas y altas velocidades para aplicaciones de troquelado simplemente cambiando el perfil de movimiento del carro.
Muchas veces, los estampadores son forzados a operar dados en una prensa mecánica con un tonelaje más alto que el requerido, debido a que el volante no tiene la energía suficiente requerida para hacer la parte. En general, las servoprensas tienen un nivel más alto de energía disponible en comparación con una prensa mecánica con tonelaje equivalente, especialmente a velocidades menores. Esto puede permitirle formar una parte en una servoprensa de bajo tonelaje.
La carrera de una servoprensa no tiene que ser cíclica. Debido a que una servoprensa puede arrancar y parar el carro en cualquier punto de la carrera, la carrera puede acortarse para minimizar la porción no productiva de la carrera. Con frecuencia, lo primero que puede hacer para aumentar la productividad es ope-rar la servoprensa en un movimiento de péndulo, usando la carrera más corta requerida para una parte en particular (vea la Figura 2).
Debido a que un servo puede operar más lento durante el formado, los diseñadores de dados pueden reducir el número de estaciones de embutido, y, por consiguiente, el costo de dados. Velocidades más lentas en la porción de formado de la carrera pueden también reducir el adelgazamiento de las paredes, permitiéndole reducir los espesores del material, y por ende el costo del material, sin defectos. Las velocidades más lentas de formado ayudan a minimizar el desperdicio causado por inconsistencias del material.
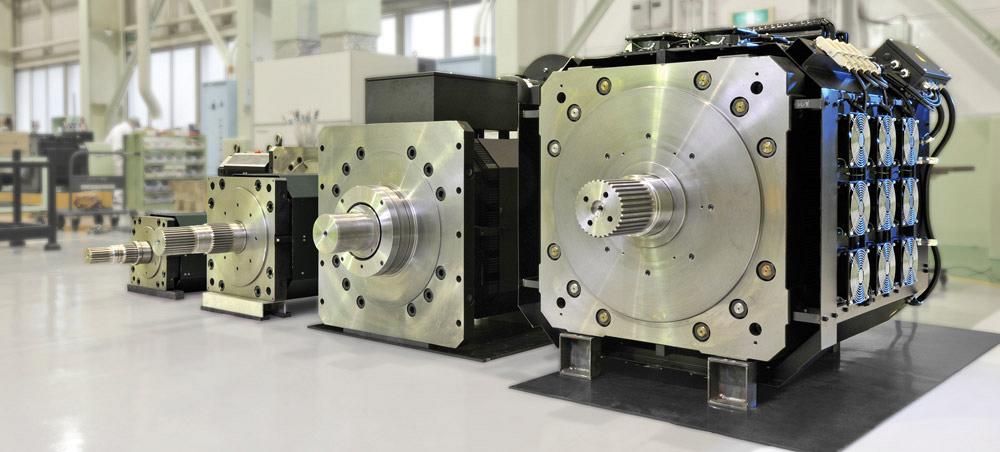
Figura 1
Los servomotores de alto par y baja velocidad le permiten operar la prensa a carreras cortas y altas velocidades.
Puede aumentar más la productividad integrando equipo auxiliar como protección de dado inteligente, para minimizar o incluso eliminar los choques del dado.
Entender los parámetros críticos de calidad de la parte, las tolerancias y los puntos débiles le ayudará a centrarse en el mejor perfil de carro para su aplicación. El perfil de movimiento de carro infinitamente programable de una servoprensa le permite hacer cosas que antes no eran posibles, como hacer una operación de conformado en la misma estación de dados y detener el carro en el punto muerto inferior (BDC, por sus siglas en inglés) (vea la Figura 3). Puede minimizar la recuperación elástica usando el perfil de movi-miento de conformado múltiple. Puede eliminar el adelgazamiento de paredes y las marcas de herramientas reduciendo la velocidad de impacto del punzón. Puede evitar la atracción de desperdicios deteniendo el carro en el BDC.
Con frecuencia se pueden solucionar problemas de calidad de la parte median-te modificaciones del perfil de la servo carrera de manera mucho más rápida que las laboriosas modificaciones del dado a prueba y error. Tener la capacidad de desacelerar dramáticamente la prensa durante la porción de formado de la carrera le ayuda a producir partes buenas incluso si usted está estampando material malo.
Las servoprensas consumen menos e-nergía de amperaje pico en comparación con sus prensas mecánicas equivalentes. La mayoría de las servoprensas además regeneran energía durante el frenado almacenando la energía en bancos de capacitores, reduciendo aun más el uso de energía.
Las servoprensas consumen muy poca energía cuando la prensa está en vacío, como por ejemplo durante el cambio de dados y paros de producción en la inspección de partes.
Una herramienta es valiosa sólo si el personal sabe cómo usarla. Es crítico capacitar a todo el personal involucrado con la servoprensa para maximizar sus beneficios potenciales. Logrará los máximos beneficios de sus servoprensas retando a los diseñadores de dados, ingenieros y operadores a salirse de lo convencional. La capacitación y el aprendizaje en planta mediante la interacción con otros usuarios de servoprensa se han vuelto una parte vital de aprovechar al máximo la tecnología de servoprensa.
Es posible que quiera aprovechar las oportunidades que ofrecen los OEM de prensas para probar en instalaciones de éstos los dados que usted tiene actualmente. De esta manera usted puede eva-luar ganancias potenciales en la calidad de las partes y en la productividad antes de comprar una servoprensa. Los fabricantes de prensas además pueden ofrecer suge-rencias sobre cómo puede aplicarse la tecnología de servoprensa para mejorar la calidad de sus partes, la productividad y la vida de las herramientas.
Las discusiones iniciales sobre la tecnología de servoprensa giraban en torno a producir partes con los dados que fueron diseñados originalmente para prensas mecánicas. Cuando los dados son diseñados específicamente para servoprensas,puede lograr significativamente más beneficios.
La optimización no es un proceso de un solo paso; es un proceso de mejora continua. Usted y sus proveedores de equipo deben trabajar juntos para mejorar continuamente la calidad de las partes, aumentar la productividad y reducir el costo por pieza. Con el desarrollo de AHSS y aluminio más nuevos, los estampadores que usan la tecnología más reciente y mejoran sus procesos lograrán obtener los máximos beneficios de sus servoprensas y podrán sacar productos al mercado más rápido y a un menor costo.


FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}