















3D printer emerges as a necessary manufacturing tool
Additive manufacturing speeds production at Dalsin Industries
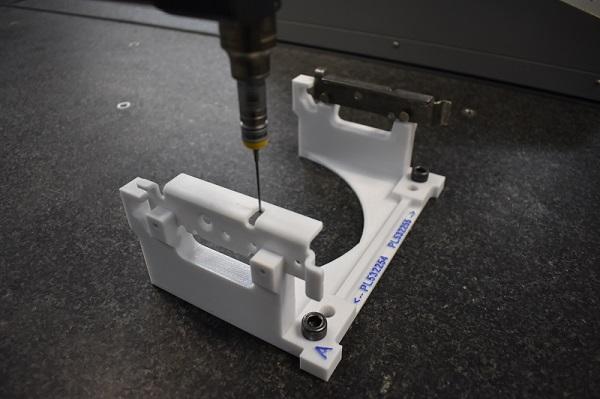
A 3D-printed fixture supports a printed part (front left) to write the CMM program to be used for inspecting its metal counterpart (back right). Polycarbonate was used to build the AM part and the fixture.
At any one time, 1,500 or more of the 10,000-plus active, custom parts on file at Dalsin Industries can be in process on the shop floor. Since its establishment in Bloomington, Minn., in 1945, the third-generation, family-owned metal fabrication shop has focused on producing high-value, precision metal products; sustainable company growth; and maintaining an educated workforce using current technologies.
A dedication to efficient, value-add procedures and continuous investment in people and equipment has garnered the company high customer satisfaction scores and consistently put it in the top 2 percent for customer loyalty, according to an independent survey by Peer Performance Solutions.
“We combine design for manufacturing optimization, collaborative design assistance, high-velocity manufacturing processes, planning and production control, and supply chain management as part of our commitment to quality and excellence,” said Keith Diekmann, vice president of technical operations. Operations under his watch include engineering, supply chain, quality, and IT.
Parts flowing through the 135,000-square-foot facility are delivered to customers in a diverse collection of industries. Many have had a relationship with the company for more than 20 years.
“We produce large components from robotically welded 35-ft. assemblies—and parts the size of a dime,” said Diekmann. “They are all custom parts for customers in industries like transportation, medical, audio-visual, and solar and energy generation.”
The company also manufactures Memphis Wood Fire Grills, its own line of high-end consumer barbeque grills, that sear, smoke, roast, and bake. The grills incorporate an integrated Wi-Fi controller and mobile app to allow monitoring of the cooking process from any location.
Adding Additive
Fused deposition modeling (FDM) joined the metal fabrication capabilities about four years ago. The company built a clean room that was constructed to house the additive manufacturing (AM) equipment on the shop floor and protect it from dust or metal particle contamination from other processes. A positive pressure curtain at the room’s entrance keeps the air pressure in the room higher than that in the shop. Incoming air is filtered and blown from the top of the room and the exhaust air flows out below the curtain.
For Dalsin, adding 3D printing technology was seen as a step towards keeping up with manufacturing’s future.
“We initially purchased the Stratasys Fortus 400 equipment as an experiment. We felt this technology was going to be the next generation of manufacturing and we wanted to understand it from the technological standpoint and figure out how incorporate its capabilities into our production and use it to grow the business,” Diekmann said.The ability to print functional parts as well as prototypes contributed to the choice of equipment. Repeatability, finish, material options, and the size of the build area also were important considerations. According to the manufacturer, parts printed in the Fortus 400 14- by 10- by 10-inch build envelope are to a tolerance of ±0.050 in. Minimum layer thickness is 0.005 in.

A clean room on the shop floor protects the AM printer from dust and contamination.
Since adding the 3D printer, the company has not only learned how AM technology works, it has incorporated printed parts into daily production process work flow.
Joe Hoffman, design engineer, said, “Typically, we use additive manufacturing as an assist in the production of other parts. Throughout the production process there are a lot of steps that require precise holding of a part—inspection and assembly are examples. Many of our parts require GD&T [geometric dimensioning & tolerancing], and that requires the use of fixtures and inspection by computerized measuring equipment. 3D printing allows us to create specialized fixtures to hold those parts.”
Fixtures also are printed to support parts for spot and stud welding. The heat that is generated is very localized and dissipates quickly so it is not usually an issue with polycarbonate material. If there is a high-heat area that might create a problem, metal is built into the part at that spot and plastic is used for the rest of the fixture.
Before the addition of AM, Hoffman said, creating a fixture or jig to hold a part involved several steps. The engineer would design the fixture in Solidworks® and then create drawings to provide dimensions, tolerances, and intent. Next, the production of core products on the floor would be interrupted for laser cutting, welding, and/or assembly parts for the fixture or jig. And, at times, machining was required to hold tolerances and add reference geometry.
Since the addition of AM there are only two steps. First, the engineer designs the fixture. Second, it is printed, often overnight, without bumping other jobs from the production flow.
Finishing is rarely required on the AM components. “We have machined AM parts to achieve tighter tolerances and explored finishing options such as acetone vapor smoothing and sanding, but we typically don’t require a smoother surface than what the machine creates,” said Hoffman.
“AM reduces the time from concept to implementation. I can design a fixture or jig and hit print. No other resources are needed. We have seen a 70 to 80 percent reduction in time and effort in this area.”
Some production parts are printed. Washers and shoulder washers that electrically isolate the Wi-Fi antenna bulkhead from the bodies of the Memphis Wood Fire Grills are 3D printed in batches of 100.
Working Ahead
AM has contributed to saving production time by enabling the pre-programming of the very busy coordinate measuring machine (CMM).
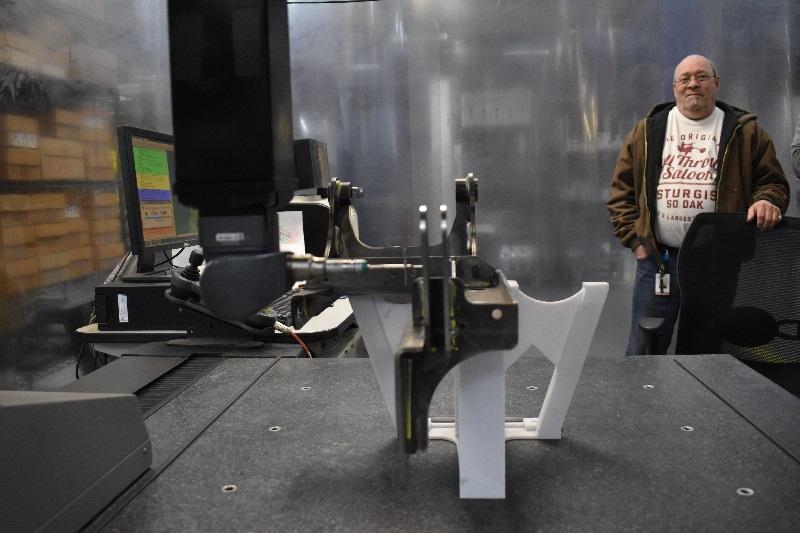
A 3D-printed fixture supports a 15-pound weldment with left and right configurations for CMM inspection. CMM operator Gary Rachey monitors the process.
“Time savings in inspection is very significant. It has helped our speed-to-market opportunities,” Diekmann said. “Historically we would have to wait for a part to be produced in order to program the CMM. With AM we print the part and use it to program the CMM. When the first good metal part is available, we are ready for inspection right away. It reduces our time to get the part to the customer.”
Before using AM, Hoffman described the preparation for inspection as a linear series of events. The first good part from a press brake would need to be completed. Then it would be sent to quality control. The brake would sit idle while the CMM program was created and the first part was inspected and approved based on customer dimensions and tolerancing. For very complex parts, he said, this could be up to 16 hours. Production would only resume after a successful CMM report.
With AM as part of the process, steps in the CMM preprogramming process can run simultaneously. A printed part is used to pre-program the inspection program while the production begins on the metal version. When the first good part is ready, the CMM program is ready for the inspection. Process time is shortened, as are machine and operator downtime.
The 3D printer also has been called into service to build press brake tooling that is use for short runs. The company worked with Stratasys to study polycarbonate deformation when it is used in this type of application. Hoffman said, “They wanted to see real-world changes in the material over time as it was used.”
Looking Forward
Both Diekmann and Hoffman see AM as an integral part of the shop’s processes both today and going forward. As new materials are developed, including metal filaments, 3D printing’s influence on Dalsin’s production processes is expected to increase.
Hoffman said, “The impact on design engineering has already been incredible. When we look at manufacturing 20 years from now—or maybe sooner—newly graduated engineers will look at an additive part and ask how its production was possible before 3D printing.
“I think AM will have caused a leap in the industry similar to what we saw with the introduction of CAD-based systems.”

Dalsin uses a Fortus 400 3D printer from Stratasys at its plant.


- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles