















Senior Editor
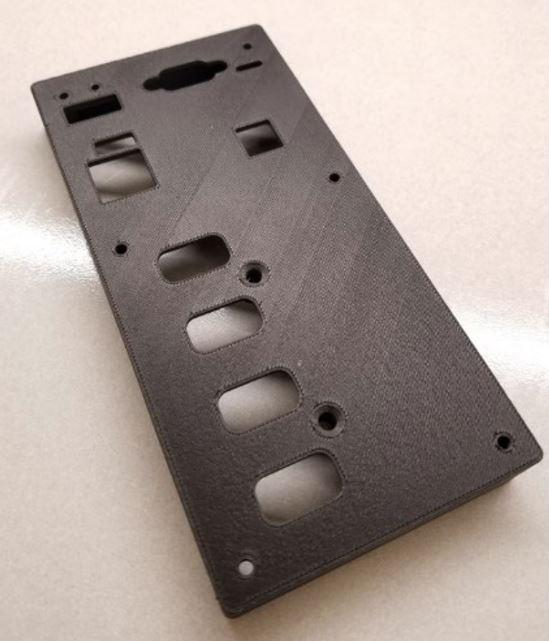
Intralox printed this electronics enclosure concept out of onyx with an extrusion-based printing technology. Photo courtesy of Intralox.
The Laitram Corp. campus, home to the company’s collection of subsidiary companies in Harahan, La., not far from New Orleans, encompasses a cross section of modern manufacturing processes. Laitram Machinery Inc. is a stainless steel sheet metal fabricator that makes shrimp peeling and other food processing equipment. There’s the Laitram Machine shop, an internal service center that machines metal and plastic parts. Then there’s Lapeyre Stair, a metal fabricator of alternating tread stairs and conventional egress stairways. Intralox LLC USA, the largest Laitram company, makes industrial and food-grade conveyors.
Tour the sprawling campus and you’ll see everything from laser cutting and gas tungsten arc welding to plastic injection molding and complex machining. Intralox alone is one of the largest plastic injection molding facilities in the South.
Visit the engineering and R&D labs of Intralox and you’ll see evidence of another fast-growing process: additive manufacturing. The company uses photopolymer resin-based systems from Stratasys (using a process called PolyJet) and variations on fused filament fabrication (FFF) extrusion-based systems from MakerBot and Markforged, including a system that prints strong, carbon fiber-reinforced material, fiberglass, Kevlar, and other material. The company also has worked closely with area 3D printing service bureaus.
The technology is fascinating, but how is it actually being used? The use cases at Laitram might hint at larger trends in manufacturing: 3D printing isn’t revolutionary; traditional processes—sheet metal and structural fabrication, machining, and plastic injection molding—remain central to various operations. But in a subtle way, additive manufacturing (AM) is helping Laitram, including its Intralox subsidiary, open new doors of opportunity.
To delve into those opportunities, The Additive Report spoke with Juan Borbon, new products engineer at Intralox who’s been highly involved in the company’s 3D printing initiatives. He described several primary AM applications at Laitram. The Laitram Machine Shop uses it as a low-volume production tool, particularly if someone in the company needs a one-off part, such as for prototyping, that could require significant setup time on a traditional machining center. The same goes for a specialized jig, fixture, check gauge, or even a hand tool that makes an assembly process easier. Why tie up a machining center if printing will suffice?
Another significant use case for AM at Laitram has dealt with communication. This includes external communication, like between customers, salespeople, and engineers. But it also includes internal communication between technical and business development personnel. Sometimes a 3D-printed scale model of a large project can make everything clear.
In short, 3D printing has added some welcome flexibility to an already agile organization. If a jig, fixture, prototype, or a one-off or low-volume production part would be too costly to make by conventional means, engineers can turn to a few relatively small machines—some not far away from their office desks—and hit print.
Borbon conceded that it’s more complicated than just “hitting print,” of course. The right machine, the right material, and the right printing software can make a world of difference.
Regardless, much of Borbon’s job involves designing custom conveyor systems—a big reason many customers choose Intralox—but such custom systems can throw up production hurdles. The company’s machinists are used to setting up for low-volume runs, of course, but it’s not ideal.
“I’ve never had an issue with our machine shop,” Borbon said. “I can say that I need a certain piece by the end of the day, and they’ll get it done. They’re all extremely helpful. Of course, I’m thinking about overall efficiency, and I know it’s inefficient to have a machining center produce one piece, because setup is a big factor in machining. But 3D printing really has a very minimal setup. And it’s a hands-off process, so that someone who’s not an expert machinist, like me, can really walk up to the machine and hit go. It’s pretty empowering.” He conceded that 3D printing does have a learning curve, of course, but—at least regarding the processes Laitram has in-house—the learning curve is short compared to operating a high-end milling or turning center.
It’s also lowered the risk of trial and error, which for Borbon has opened up new design possibilities. Without 3D printing, the engineer would design custom conveyor parts knowing that he’d have to send it out for machining, which, depending on the parts involved, could take a day or two. He’d then have to perform testing and, if necessary, make modifications and send out more parts for machining. With 3D printing, “I can simply print a variety of different designs and test them in parallel,” Borbon said, “and find a solution faster.”

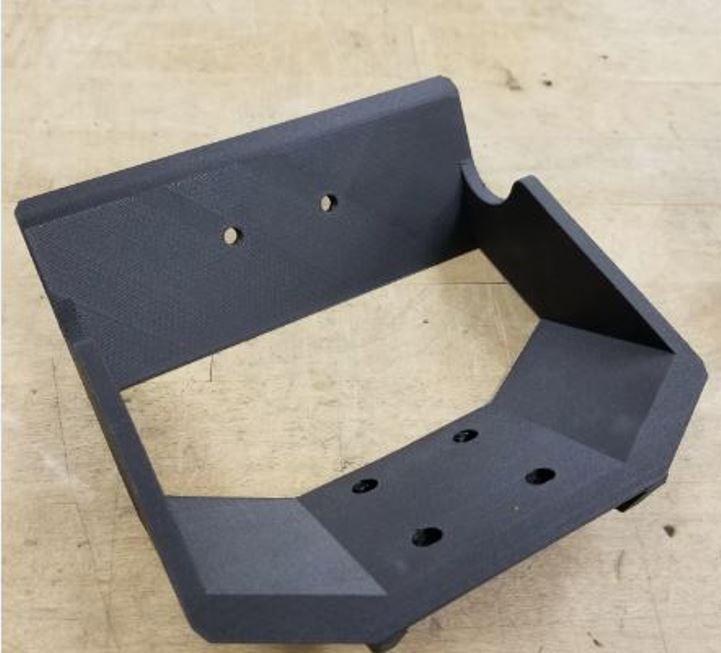
This canister holder was printed out of onyx using an extrusion-based printing technology. Photo courtesy of Intralox.
3D printing also gives him more design freedom. If he’s designing a part that will be machined, he may design with ease of setup in mind, especially considering the low volumes he usually works with as part of Intralox’s custom conveyor business. With that, he may need to simplify a part’s design, perhaps design several parts that will be bolted together later.
But with 3D printing, he doesn’t have to worry about setup or the cost of fixturing or tooling. In fact, he might take a unitized design approach and combine several parts into one part that would be expensive or impossible to machine, yet easy to print.
He added a caveat, though. “[3D printing] is not necessarily suitable for functional testing when it comes to wear over time, because the materials we use just aren’t there yet.”
For the past few years Borbon has used 3D printing primarily for low- or non-wear components. Wear components might be printed during early prototyping stages, simply to test their functionality before investing in expensive tooling. But for prototypes that undergo wear testing and production parts that undergo wear in use, Borbon usually relies on traditional processes like machining and plastic injection molding.
“When it comes to strength, whenever we try to replicate the mechanical properties of a more homogenous part, like an injection molded part or a machined part, it’s difficult with 3D printing because of the layering [created as the printer deposits material layer by layer],” he said. “We find that if we bring a component through a significant number of cycles and put repetitive stress on the part, it will break a little sooner.”
Because a 3D printing system deposits material layer by layer, Borbon said that he has found that “the mechanical properties are not isotropic, which means that if you stress a part in one direction it may hold up, but if you stress a part in another direction it might break.”
He added that this isn’t positive or negative, just a part’s design attribute. For a low-volume custom part that would benefit from 3D printing’s lack of setup, additive still may be the way to go, especially if the wear properties aren’t dramatically different from those of conventionally produced parts, and the process of printing and replacing a part isn’t too arduous. But if a wear part needs to be long-lasting, Borbon relies on conventional processes.
Ultimately, it goes back to the design requirements. “If a part needs to be robust, especially for safety reasons, we overdesign and make something that will surpass the design requirements,” Borbon said. “But if we need to prototype something quickly and the part isn’t necessarily going to take a lot of repeated stress or high loads, then we’ll just print something out.”
That said, Intralox engineers are broadening their 3D printing material palette, investing in one extrusion printer from Markforged that can produce parts with carbon fiber material. “We’re hoping to bridge the gap between normal extrusion printers and something that would be machined out of hard plastic or perhaps aluminum,” Borbon said.
Borbon said he’s continually on the hunt for printing technologies and materials that could alter those design trade-offs. He knows of certain printers, including a few resin-based ones, that are “getting really close to injection molding” when it comes to wear characteristics and isotropic properties. And of course the metal-based additive technologies, like powder bed fusion, have offered high-strength, wear-resistant parts for years.
Intralox uses 3D printing for more than printing parts, and this test fixture is a prime example. Photo courtesy of Intralox.
By their nature, Intralox’s conveyor systems incorporate numerous moving parts that all interact with each other. That interaction is key to a system’s success. If the pieces don’t reliably go together, a conveyor system just won’t work.
When Borbon and his team put together prototype modules, they of course use CAD model animation. But if the conveyor concept is novel, sometimes it makes sense to print a scale model. “That model will give us information about the unit’s functionality,” he said, “and how parts interact. Yes, we can animate a CAD model, but once you hold something in your hand, some people gain an intuitive understanding of how a system works.”
Borbon added that some actually prefer the animated 3D CAD model, and some at the company can even look at a 2D CAD drawing and have a good understanding of how a system works. “But some people prefer a tactile approach and like having that physical model.”
Intralox has several printer technologies in-house, including FFF and a photopolymer resin-based process. Which do engineers choose for what, exactly? As Borbon explained, engineers tend to choose the resin-based process for parts that require a lot of detail. But those designs, full of complex geometries, can be brittle in some circumstances, depending on the resin used. (The resin-based printer can print in both stiff and rubberlike materials, but the company doesn’t print in the rubber material very often.)
“[The resin-based process] is really great for fine detail,” he said. “But if I need something that needs to take a little more impact, then the extrusion-based printing technology works a little better.”
Borbon cautioned, however, that it’s very difficult to make blanket statements in AM, especially considering the variety of 3D printing processes and materials on the market. For this reason, he often works with service bureaus that have printers and materials Intralox doesn’t have.
“I’ve come across design problems where I needed something more uniform than what the machines we own could provide,” he said, adding that one service bureau is just a few blocks away from the Laitram campus.
The additive service bureau marketplace is a bit different from typical outside manufacturing service providers, be they machine shops, heat treaters, powder coaters, or anything else. Intralox deals with a range of printing providers. On one end of the spectrum, service bureaus take a business-to-business approach and work with traditional estimates and purchase orders. On the other end of the spectrum, a service provider might do business mainly through its website. People, be they amateurs or experts, can upload design files and within days or weeks receive a printed part.
Bardon has found that the level of service varies as well. Engineers at some service bureaus can provide a lot of expertise, introducing entirely new design philosophies to their clients. After all, it’s why the additive industry calls them “service bureaus” rather than “job shops.” At the same time, just because a service bureau has a slick, business-to-consumer-friendly website doesn’t mean it lacks engineering expertise.
“Before choosing a service bureau, we always look at what capabilities the company has, and the different material options,” Borbon said, “and we also see if it posts design guidelines for the different types of machines it has. Some machines may allow us to bring features down to half a millimeter thick, and other processes may not be able to do that.”
Finding and hiring these kinds of firms works especially well when Borbon needs to achieve a certain tolerance or, say, needs a piece to be made of demanding material. In these cases, design-for-manufacturing discussions with a service bureau can be extremely beneficial.
He added, however, that not all service bureaus provide that level of engineering service. Some are a little like Amazon; an engineer just uploads a part file, pays with a credit card, and finds a box in the mail several days later. But if it’s a relatively simple part geometry, and it’s not going to cost much to print it, Borbon doesn’t hesitate to upload a file and see what comes in the mail. “After all, if I’m not happy with it, I can simply go somewhere else.”
Traditional manufacturing processes, particularly ones that involve hard tooling, have a degree of permanence to them. Engineers design carefully around them to make production as reliable as possible—and for good reason. The cost of failure can be enormous.
What makes 3D printing so attractive is its immediacy and flexibility, particularly for custom, low-volume, and prototype work. During prototyping, if Borbon or his colleagues make a mistake or find an error in their part design, they can simply print it again. The knowledge gained often can outweigh the additional cost, especially if widely available, low-cost plastics are involved. The risk of a costly error is relatively low.
3D printing isn’t revolutionizing the factory floor, at least not right now, but it is spurring engineers like Borbon to be creative and think differently. In the long run, that’s what makes any company, manufacturer or otherwise, stand out in a crowd.


In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
