















Co-director of the Minnesota Center for Additive Manufacturing Associate

3D-printing gauges saves Jones Metal up to 40 percent on costs and reduces production time as much as 65 percent.
Prototyping usually comes to mind when industry people think of additive manufacturing (AM). They seldom think of using AM to build jigs, fixtures, and gauges, which typically are machined from metal.
However, job shops can save dollars and time by 3D-printing these common shop tools. All it takes is a little creativity and a few design changes.
Asking yourself the following questions will help you assess the viability of 3D-printing custom jigs, fixtures, and gauges:
1. How long do I expect the jig, fixture, or gauge to last? One month? One year? Several years?
2. Is storage an issue? Do we need heavy-lifting equipment to store or retrieve the device?
3. Is wear a concern? Will the tool be exposed to heavy abrasive forces?
4. What other forces (tensile, compressive, torsional, etc.) will the device be exposed to?
5. What is the lead time for making the jig, fixture, or gauge?
6. Do we need to design multiple devices that differ slightly from one another to accommodate a family of parts?
A good rule of thumb is that if the jig, fixture, or gauge will be used to produce 10 to 500 parts over a period of one year or less and will not be exposed to high forces, a plastic-based AM process should be explored.

Top view of fixtures for Jones Metal. 3D-printing it saved 40 percent over machining.
Also, if you are making multiple tools for a family of products, chances are they are only slightly different from one another. AM is perfectly suited for these situations. You can easily make one design, test it, then make multiple designs using the same setup on the AM machine.
Printed Fixture Cuts Fabricator’s Costs
Jones Metal Inc. is a custom metal fabricator that serves the power generation, renewable energy, agricultural, and heavy-construction equipment industries. The Mankato, Minn., company often works with customers to produce jigs, fixtures, and gauges for products that are a part of the assemblies Jones puts together.
One such fixture was used to machine a cast-iron part on a CNC milling machine. The fixture had to be strong enough to securely hold the part while withstanding the forces generated during machining.The complex shape of the castings, however, made it costly and time-consuming to machine the fixture. Furthermore, only a small number of castings needed to be machined. The forces exerted during machining mainly were absorbed by the component—not the fixture.Test fixtures built from two different material combinations were 3D-printed at Minnesota State University’s AM laboratory. One was made from ABS material at an infill density of 50 percent on an Ultimaker2 printer. The second was made by a Markforged Mark Two using the continuous-fiber-fabrication process, with fiberglass as the infill material and nylon as the base material.
The lab team initially tried an infill rate of about 25 percent but found the resulting fixtures were too light to withstand the machining forces. Also, the fiberglass-based fixture experienced more warpage around its corners because of the high infill. Fixture-build time reductions of 40 percent were achieved with the Ultimaker2 and 35 percent with the Mark Two.
Both fixtures—ABS and nylon/fiberglass—performed satisfactorily, but the fixture made with ABS was more cost-effective. It was shipped to the customer and is in production at the company’s facility.
Another application Jones Metal experimented with was 3D-printing a go/no-go inspection gauge for a line of products. Doing so proved cost-effective because of the variety of part sizes that comprise the line and the number of go/no-go gauges required. With AM, Jones was able to reduce the time needed to print the gauges by 65 percent and reduce costs 40 percent.
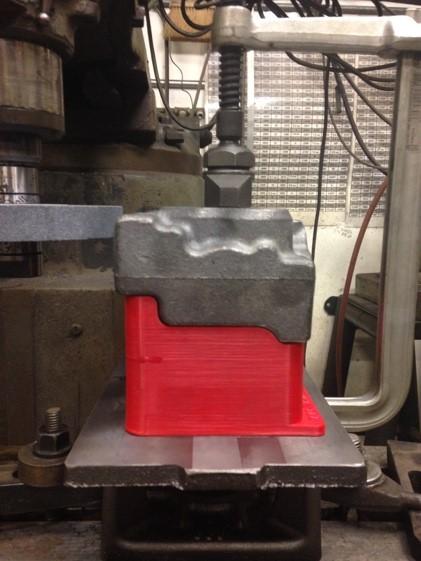
Fixture holding cast-iron part during machining.

Co-director of the Minnesota Center for Additive Manufacturing Associate

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
