















Metal 3D printer eliminates the debinding step
With no debinding needed, metal parts can head directly to the sintering oven
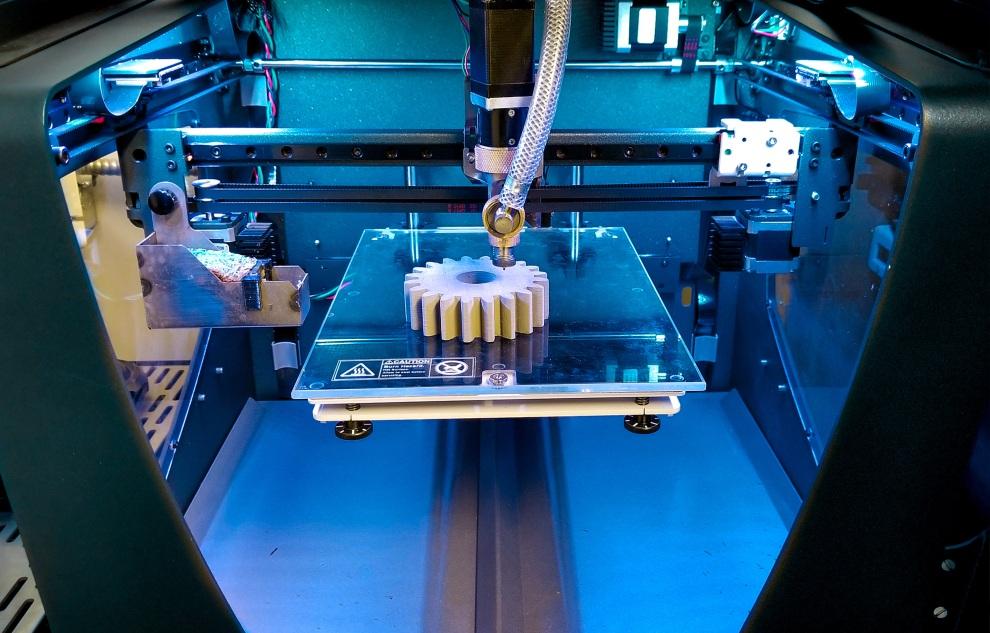
Rapidia’s metal AM technology offers debind-free 3D printing. Images: Rapidia
We’ve all built sandcastles at the beach: the mighty ramparts, the majestic turrets, the shark-filled moat. And if you’re like me, you were amazed at how well a bit of water made things stick together—at least until your big brother came along and kicked it apart in a fit of destructive glee.
Entrepreneur Dan Gelbart also uses water to bind materials together, although his constructions are far more durable than weekend wonders from the beach.
The president and founder of metal 3D printing system provider Rapidia Tech Inc., Vancouver, British Columbia, and Libertyville, Ill., Gelbart has developed an approach to building parts that eliminates a time-consuming step inherent with competing technologies while greatly simplifying support removal.
It also makes the joining of multiple parts no more difficult than dabbing them with a little water and holding them together—even parts produced via traditional manufacturing methods.
Less Filler
Gelbart discussed some fundamental differences between his water-based system and those that employ metal powder infused with 20% to 30% wax and polymer (by volume). Rapidia’s dual-head, metal 3D printer lays down a paste of metal powder, water, and just 0.3% to 0.4% of a polymer binder.
Because of this, he explained, the often days-long debinding process needed with competitive technologies is eliminated, allowing parts to head straight to the sintering oven.
The other processes are largely drawn from the “decades-old metal injection molding (MIM) industry, which requires that green, unsintered parts contain a relatively large percentage of polymer to assist with ejection from the mold,” Gelbart said. “The amount of polymer needed to bind parts together for 3D printing, however, is actually quite small—a tenth of 1% is enough in most cases.”
So why water? As in our sandcastle example, it serves to make a paste—a metal one in this case—with the polymer acting to hold the workpiece together as it dries. The result is a part with the consistency and hardness of sidewalk chalk, which is durable enough to survive postbuild handling, gentle machining (although Gelbart recommends machining be done after sintering), water-assisted assembly with other green parts, and a journey to the furnace.
Eliminating debinding also allows larger, thicker-walled parts to be printed, because when using metal powders infused with polymer the polymer can’t be “cooked out” if the part’s walls are too thick.
Gelbart said one equipment maker mandates wall thicknesses of 6 mm or less. “So let’s say you’re building a part the size of a computer mouse. In this instance, the inside will either need to be hollow or perhaps in-filled with some sort of mesh structure. This is perfectly fine for many applications and is even desirable where lightweighting is the goal. But if physical strength is required—a bolt, for instance, or some other high-strength component—then [infused metal powders] or MIM are often not an option.”
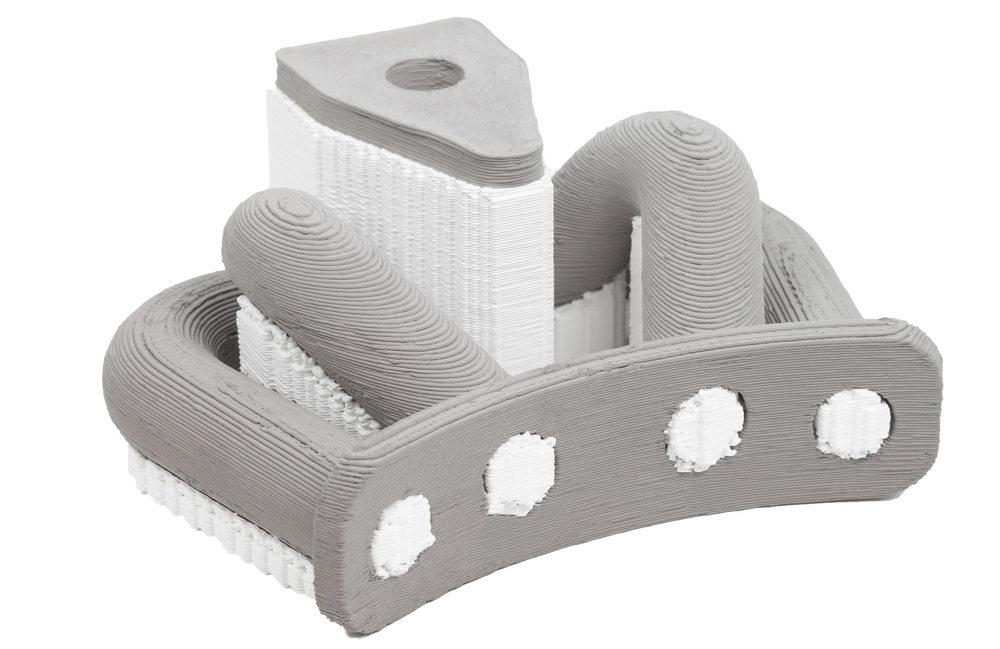
Photo of a just-printed manifold shows the complex internal structures the Rapidia printer can produce.
Gelbart pointed out several other points about the printer. The cartridges containing the metal paste are refillable, and users who return them to Rapidia for refill will receive credit for any unused material.
A variety of materials are available, including 316 and 17-4PH stainless steel, INCONEL 625, ceramic, and zirconia, with copper, tungsten carbide, and several others in development. And the support material—the secret sauce behind many metal printers—is formulated to print either hand-removable or “evaporative” supports, opening the door to internal structures that would otherwise be impossible to produce.
Selling Units
Rapidia has been in business four years and is, admittedly, just getting rolling. Gelbart said the company has “taken the time to get things right.”
To date, he and his team have deployed five systems, one of them to British Columbia’s Selkirk Technology Access Centre (STAC). Researcher Jason Taylor has been using the machine since late January and already sees a number of advantages over STAC’s existing handful of 3D printers.
He noted that the ability to “water bond” green parts before sintering presents tremendous potential. He’s also quite aware of the challenges associated with debinding, which include chemical use and disposal. And while confidentiality agreements preclude Taylor from sharing details about most of his work there, his first test project was one that many of us can relate to: a 3D-printed putter.
“It came out perfect,” he laughed. “We machined the face, bored the hole for the shaft, and I am playing with it right now. We’ve been extremely impressed with the quality of the work we’ve done with the new system. As with all sintered parts, you need to account for some shrinkage and even a little warping, but the machine is consistent enough that we can compensate for those things in the design.”

About the Author

Kip Hanson
About the Publication

- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles