
















Owner

Oak Ridge National Lab’s 3D-printed Shelby Cobra proved challenging to finish because the carbon-fiber-reinforced body’s surface had the texture of concrete. ORNL
What sets additive manufacturing apart from 3D printing is all the processes performed besides printing. AM begins with designing a part specifically for additive, followed by programming it, optimizing the process, printing the part, and finally postprocessing it.
The promise of a 3D printer that will spit out finished parts in the manner of serial production is unrealistic. Simple plastic parts, for example, may require postprocessing steps like support removal and may need to be sanded, polished, vapor-smoothed, machined, filled, painted, sealed, dyed, and assembled.
In the AM marketplace, job shops are called service bureaus. This is because they must offer an array of services to turn a customer’s concept into reality. Similarly, when companies buy 3D printers, they usually are seeking more than just to print parts. They want AM.
Printing parts that meet expectations will require a company’s staff to apply service bureau-style expertise, including postprocessing.
Unique Challenges
Each additive process presents its own challenges. Large-scale polymer parts, for instance, usually require significant finishing. They are built by extruding and stacking layers of hot, melted plastic one on top of the other.
As the plastic cools, it shrinks about 0.5%. This may seem minor, but for a 20-foot-long part that would equate to about 1 inch—a significant inaccuracy.
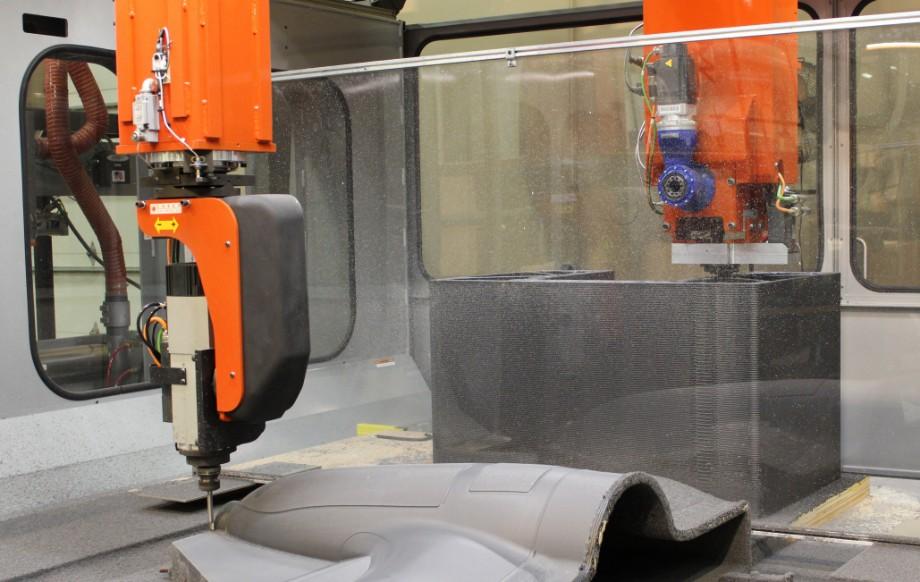
Tooling is one of the main applications for large-scale AM. Parts right off the printer have a texture similar to corduroy. They must be machined after they have been printed and cool. The machining can take longer than the printing.
Prototype automobiles or showpieces are given Class A finishes. Oak Ridge National Laboratory famously 3D-printed a replica of the Shelby Cobra to celebrate the iconic racecar’s 50th anniversary. Before being postprocessed, the vehicle looked cool, but its surface was rough. With the help of finishing experts at Tru-Design LLC, a process was developed to finish such large-scale additive parts.
Sanding proved difficult because the carbon-fiber-reinforced material’s surface resembled concrete. The first attempts at sanding and priming worked but were not a long-term solution. The best results came from applying a proprietary spray-on filler that permitted sanding and painting and yielded a show car finish.

Wire EDMs often are used for postprocessing to separate 3D-printed metal parts from their baseplates. Protolabs printed this part, which EDM Tech Center reportedly removed from its baseplate in 56 minutes with an SSG WEDM. EDM Tech Center Inc.
Metal Differences
3D-printing metal parts is a whole different story than printing plastic. Fused filament fabrication (FFF)—a popular process for printing plastic parts that involves extruding melted plastic—also can be used to produce metal parts. Metal FFF parts require significant postprocessing.
In metal FFF, the raw material comprises a filament with a plastic or wax binder heavily loaded with metal powder. The binder must be removed after printing. The debinding process can be done with heat or an acid bath.
After debinding, the part is sintered. Significant shrinkage occurs during this phase. The good news is the shrinkage is predictable, allowing the printing of reasonably accurate parts.
Another process for metal printing is binder jetting; it has postprocessing requirements similar to FFF. Binder jetting involves spreading a layer of metal powder upon which a printer head selectively sprays a binder in a pattern based on the part’s design. The binder then is cured and another layer of metal powder is spread.
When the part is finished, the powder surrounding it must be removed—a process called depowdering (or decaking). It is then sintered, which also eliminates binder. Finally, the part is machined and polished.
An LMD (laser metal deposition) machine is equipped with a laser that melts sprayed metal powder or wire to build parts layer by layer. These parts typically need machining after printing to achieve an acceptable surface finish.
Hybrid machines, which feature deposition heads and full machining capabilities, are available to minimize part handling and approach the goal of getting a finished part right out of the machine.
LPBF (laser powder-bed fusion) is the most prevalent way of making metal parts. Layers of powder are stacked and fused together with a focused laser beam. While the LPBF process prints strong, accurate parts, they can still need postprocessing.
Once excess powder is removed from a 3D-printed part, the part typically needs to be removed from its build plate. Some people perform the job with a band saw, but most use a wire EDM.

3D-printed Shelby Cobra. ORNL
Depending on the application, parts can be heat-treated or put through a hot isostatic press to improve the material’s microstructure. Some high-tolerance surfaces may be machined. Many polishing techniques, including sandblasting, can improve the finish.
Key to Serial Production
Clearly, additive manufacturing is a lot more than just 3D-printing parts. Postprocessing steps are as important as the additive process in making real a customer’s vision of a part.
Expertise in postprocessing is critical to ensuring this happens. It’s also critical to completing the transition from 3D printing to serial AM.


In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...

{kind=link}