















Stack-free 3D printing is faster than building parts layer by layer
Additive techniques under development can print plastic parts up to 100 times faster than traditional 3D printing approaches
Additive manufacturing (AM) works as its name suggests, by adding material one layer at a time until the workpiece reaches its final shape. The grandfather of all AM systems—the stereolithography apparatus—was invented more than 30 years ago. It uses an ultraviolet light source to cure individual layers of photoreactive resin.
Some 3D printers work like a hot-glue gun, squirting out narrow strips of molten polymer in a raster-like pattern. Others use laser light to fuse each layer of metal or plastic to the layer below.
Despite the range of 3D printing technologies, all share some basic similarities. With one or two notable exceptions, 3D printers build parts one layer at a time from the bottom up. All are able to build extremely complex—and even previously unmanufacturable—geometries. All achieve accuracies that, in many cases, compete with traditional manufacturing processes. And, unfortunately, all are relatively slow, sometimes taking hours and even days to complete a single workpiece.
But imagine a 3D printer that could create parts almost instantaneously, not unlike the Replicator depicted on the TV series Star Trek: The Next Generation. That memorable device could cook food for the ship’s crew, make spare parts for one of the Starship Enterprise’s many mechanical systems, or even whip up a cup of Earl Grey tea to soothe its weary captain—all within seconds.
Such a device isn’t as far-fetched as it might seem. In fact, a number of universities are working on making the concept a reality.
No-layers Printing
Researchers at the University of California, Berkeley have applied the “Replicator” moniker to their new invention, although the senior author of a paper explaining the technology—Hayden Taylor—is quick to point out that their version of replication is more accurately called Computed Axial Lithography, or CAL.
An assistant professor in the university’s Department of Mechanical Engineering, Taylor said CAL features an LED light source that shines a series of “multiplexed, computationally designed and optimized images” perpendicular to a rotating volume of light-sensitive material. When the specified regions within that volume absorb enough light energy, the material solidifies and the part forms.
“The process uses commercially available materials similar to those used in stereolithography resins,” he said. “However, materials for CAL are optically much more transmissive and begin the process with a uniform concentration of dissolved oxygen.”
The oxygen serves to quench the free radicals that form when the resin is exposed to incoming light. The oxygen molecules are depleted during the process. Once enough of them have been consumed, the free radicals are free to crosslink.
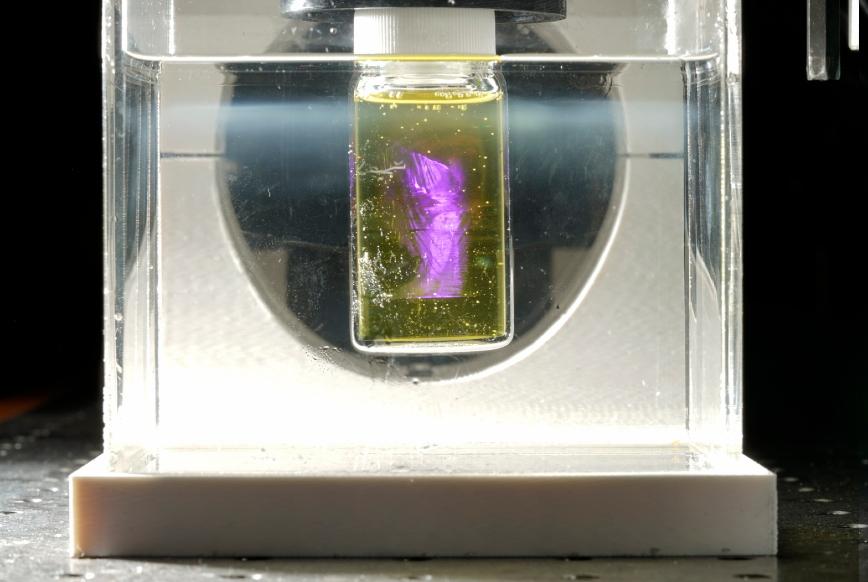
UC Berkeley’s stack-free 3D printer, dubbed the “Replicator,” features an LED light source that shines a series of optimized images into a rotating volume of light-sensitive material. The material solidifies when enough light has been absorbed.
“This provides a very distinct, nonlinear threshold between liquid and solid, and serves to create the sharp edges needed to form an accurate workpiece,” Taylor explained.
It’s heady stuff, to be sure. Those of us without the word “professor” in our job title can think of it as shining a flashlight through a glass of viscous liquid, one that’s been positioned on a rotating turntable. Now apply a series of constantly changing masks to the end of the flashlight while flicking it on and off, thousands of times per rotation. Look closely enough and you might see a holographic version of whatever images are contained within the masks, forming at the center of the glass. That’s the essence of CAL.
This crude description fails to adequately describe the complex chemistry and mathematical calculations needed to make CAL work. But perhaps more important than any technobabble is what the researchers believe the technology can deliver.
“Using a commercially available 4K video projector, we should be able to print detail down to about 0.1 millimeter (0.004 inch) and do so across parts that are half a meter in diameter,” he said.
Crossing the Streams
Another research organization studying layer-free 3D printing is about an hour’s drive southeast of Berkeley. Lawrence Livermore National Laboratory (LLNL) researcher Maxim Shusteff is working to crack the same AM nut.
He and his colleagues are collaborating with UC Berkeley on the CAL method, sharing “computational ingenuity, experimental power, and material knowledge, which is part of the reason it’s been such a success,” Taylor pointed out.
Shusteff agreed, adding that he and his colleagues at LLNL developed a similar process. Called “volumetric 3D printing,” it involves directing three “intersecting light sources” simultaneously at a stationary container of photoreactive resin. As the lights intersect, the target material gains enough energy to transform from a liquid to solid at whatever locations have been defined by the images.
LLNL’s earlier volumetric printing approach has since been abandoned in favor of Berkeley’s “rotating glass” method, however, which the two groups of researchers have been working on ever since.
Whether shined at a rotating or stationary target, you’re probably wondering how the images are created.
Part formed by Berkeley’s Computed Axial Lithography (Replicator) printer.
“It works a lot like computerized tomography (CT) scanning, except in reverse,” said Shusteff. “When you get a CT scan, the machine takes a series of X-ray images and uses powerful software to reconstruct them into a virtual image of your body. With our volumetric printing technology, we determine what series of images would be needed to construct a 3D object, and then project them into a semitransparent resin, thus creating that object.”
Shusteff noted that the light sources are not beams, as are other types of AM technology. Nor are they applied in layers, but rather images that you can think of as frames in a movie.
“It’s computationally challenging, but we understand the software algorithms quite well, such that all the varying brightness levels of those images as you shine them into the resin from the different sites are able to hit the necessary points inside the 3D space, delivering the precise energy dose needed to solidify the resin,” he said.
Shusteff and Taylor both said it’s too early to offer a firm timeframe for commercialization of CAL technology, but Shusteff suggested that two to five years would be a reasonable estimate, adding that the technology should be “far less expensive” than existing laser-based technologies.
A Little Light Lifting
Timothy Scott, associate professor at the University of Michigan Department of Chemical Engineering, is taking a different 3D printing path than LLNL and Berkeley, although his work shares many of the same elements.
It also uses LED light to project images into a vat of UV-curable resin and is said to be significantly faster than existing commercial methods. Unlike LLNL and Cal Berkeley’s approach, however, Scott uses a second light source instead of oxygen to control the polymerization rate.
This “volumetric polymerization inhibition patterning” is somewhat easier to understand than the previous two technologies. The process starts with slicing a digital model of the target part into layers and digitally postprocessing them. Then a blue light is used to project a top-to-bottom “movie” of the workpiece through a piece of glass into the resin approximately 2 mm. This is where the solidification takes place.
At the same time, a UV light is shined into the region between the glass and the burgeoning workpiece. This prevents the resin from hardening. While the movie is playing, the part is lifted up and away from the glass, allowing new resin to flow into the UV zone underneath. The end result is a stepless, 3D-printed part produced up to 100 times faster than conventional methods.
“Conceptually, at least, our technology is similar to some of the other ‘continuous printing’ systems that have become available recently,” Scott said. “What’s different is the use of UV light rather than oxygen to inhibit polymerization, and a barrier made of glass or other rigid, transparent material instead of an oxygen-permeable membrane. This allows us to use relatively high-viscosity resins and eliminates the bubbling that can occur with other technologies.”

The University of Michigan’s stack-free AM system incorporates an LED light that projects images into resin and a second light that controls the polymerization rate.
Avoiding bubbles in a 3D-printed part is a no-brainer, but what’s the big deal with viscosity? Higher viscosity, he explained, means less shrinkage, more accurate parts, and reduces the time needed to build them.
Like his peers, Scott is hesitant to offer a commercialization date but said he has applied for three patents on the new process and hopes to have a full-scale prototype of his device “this quarter, but we’ll see how that goes. Either way, it’s not that far out.”
About the Author

Kip Hanson
About the Publication

- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles